ビジネスインサイツ80号
- ページ: 1
- Vol.
80
未来へ繋げる
日本のチカラ
TOP INTERVIEW
地域に根差し変革続けた220年
「脱・東京一極集中」で地方を元気に
CONSULTING CASE
出光興産株式会社/広島県/河北ライティングソリューションズ株式会社/フジモトHD 株式会社/株式会社セイバン
鈴与グループ代表 鈴与株式会社 代表取締役会長 鈴木 与平 氏
JMAC TOPIC
グローバル視点で時流をつかみ
大胆かつ着実に領域を越境
未来をどこに置くか。課題を共通言語で議論できる価値/アネスト岩田株式会社
ブラザー工業株式会社 取締役会長 小池 利和 氏
JMAC INFORMATION
技術の事業化 を助ける生成 AIサービスが始動/JMAC 取締役 近藤 晋
�
- ▲TOP
- ページ: 2
- T E R V I E W
鈴与グループ代表
鈴与株式会社 代表取締役会長
鈴木 与平 氏(すずき よへい)
1941年、静岡県生まれ。東京大学経
済学部卒業後、日本郵船を経て鈴与
に入社。77年に代表取締役社長に就
任。航空事業のフジドリームエアライン
ズなど新たな分野を次々と開拓し、約
140社の企業グループへと成長させた。
2001年、鈴与グループの創業200周年
を機に8代目・鈴木与平を襲名。14 年
から現職。
Vol.80
2
�
- ▲TOP

- ページ: 3
- T O P
ピンチをチャンスに変えて
海運業から経営を多角化
大谷 鈴与の創業は、江戸時代後期
年︵ 享和元年 ︶で、鈴木
の製茶業界と私たちで政府に働きか
て き た か ら こ そ、
しながらも柔軟に新事業を生み出し
年以上事
けて、清水港を開港場に指定しても
らい、静岡のお茶を直接海外へ輸出
できるようにしました。清水港が国
際港になったのはこのときです。
業が続いてきたのだと実感します。
ツナ︵マグロ︶缶やミカンの缶詰の
大谷 鈴与グループはその後も陸運
業や倉庫業など経営の裾野を広げ、
入社後最初の大仕事は
グループ企業の立て直し
から物流を通し地域産業を支える役
海外輸出で発展した清水食品、糖尿
会 長 は、創 業 者の 播 磨 屋 与 平 か ら
の
割を果たしていたのも印象的です。
大谷 地域の発展の歴史そのもので
すね。製茶業界との協力など、当時
代目に当たります。そして創業時か
物流以外にも事業を広げていったの
代々受け継がれる名前を襲名した
ら一貫して、静岡市の清水港を拠点
としていますね。
運で清水港に運び、そこから大きな
県 ︶で生産されたお米を富士川の舟
大量に使う製紙業が盛んだったこと
大きくなった。隣の富士市で石炭を
関車の燃料である石炭の取り扱いが
鈴木 鉄道ができたことで物流の仕
事は一時減ったのですが、今度は機
港湾運送事業、海上運送事業、
内航海運事業、自動車運送事業
など
病の治療薬であるインスリン製剤の
船に積み替え江戸に出荷していた。
もあって、石炭問屋としては日本で
1,168人(2025年8月現在)
事業内容
は、どんな経緯だったのですか。
幕末から明治になるころにはお茶が
従業員数
鈴木 はい。創業当時の鈴与は廻船
問屋でした。甲斐の国︵ 現在の山梨
海外に輸出されるようになり、茶ど
在の鈴与商事のルーツです。
も有数の存在になった。これが、現
運ぶ仕事がメインになりました。
大谷 鉄道の開通による海運業での
ピンチを、ライバルであるはずの鉄
ころである静岡のお茶を船で横浜に
大 谷 な る ほ ど、 海 運 が 事 業 の 柱
だったんですね。
チャンスに変えたのですね。地元製
紙業者の需要という﹁ 地の利 ﹂も
道に石炭を販売することで成長の
年︵ 明治
鈴木 ところが、
年 ︶に東海道線が全線開通し、陸
運の時代がやってきます。このまま
しっかり踏まえている。地域に根差
[ 鈴与株式会社 ]
8
2
0
0
10億円
資本金
1936年(創業1801年)
設立
1
8
8
9
ではたいへんだということで、静岡
Business Insights Vol.80
3
1
8
0
1
22
I N
YOHEI SUZUKI
地域に根差し変革続けた220年
「 脱・東京一極集中」で
地方を元気に
清水港を拠点に220年以上の歴史を誇る鈴与。海運から始まった事業は多角的に発展し、
近年は航空業界にも進出した。柔軟に変化を重ねながらも貫いてきた信念とは。
�
- ▲TOP
- ページ: 4
- V I E W
木会長が入社したのは大学卒業後の
ループ企業も発展していきます。鈴
国産化に成功した清水製薬など、グ
大谷 経営者としての経験がない中
で、いきなり難しい役割ですね。ど
建を担当することになりました。
がやれ ﹂と言われ、本格的な企業再
年 で す が、 一 度、 社 外 で
漫になっていた。食品事業は少ない
それに加え、当時は会社として多
くの品種を製造しすぎて、経営が散
いました。
大谷 現在は、ジェット機を自社で
機保有されているそうですね。投
なかったというのもあります。
持っている地元企業は私たちしかい
スジェットを飛ばす仕事などをして
いたこともあり、航空業界の知見を
品種で徹底的に勝負するべきだと考
鈴木 さまざまな 藤がありました
が、こうした経験は、今振り返ると
大谷 それはつらいお立場でもあっ
たでしょう。
場をいくつか閉鎖しました。
んで、採算がとれなくなっていた工
性能なのに加えてボーイングやエア
たことが大きい。地方路線に最適な
ラエル社の小型ジェット機と出会え
鈴木
﹁ 無謀だ ﹂と皆から言われま
した。それでも進出を決めたのは、
あったのではないですか。
資も巨額になりますし、反対の声も
え、事業の﹁ 選択と集中 ﹂に取り組
自分にとって非常に勉強になりまし
代の変化に適応するためのさまざま
︶です。
して売れていたことに目をつけ、輸
と言われて鶏肉の安価な代替食品と
内便が進出しないのではないかと言
年の静岡空港開港
鈴木
がきっかけです。大手航空会社の国
うか。
2
0
0
9
やっていけると判断しました。
年の運航
おかげさまで
開始から順調に業績を伸ばしてき
り 心 地 で、こ れ な ら ば 経 済 的 に も
いま使用しているブラジルのエンブ
た。清水食品は、のちに業績を回復
バスの機体とほとんど変わらない乗
15
することができました。
地方都市を結ぶ航空会社を
立ち上げた思い
のように切り抜けたのですか。
年に設立した地域航空会社・フジド
なかでも目を見張るのが、
大谷
年からはグループの
中核である鈴与の社長に就任し、時
鈴木 清水食品は技術系に優秀な人
材が多かったのですが、経営側は時
経験を積まれたとうかがっていま
代の変化に対応しきれていなかっ
リームエアラインズ︵
な変革に取り組んでこられました。
鈴木 はい。日本郵船に出向してい
ました。神戸支店から始まって、最
た。たとえばツナ缶は、第 次大戦
出用に油漬けの缶詰の製造を始めた
航空事業への進出というのは非常に
ものです。これが大当たりして清水
われるなか、やはり、これは応援し
一般社員と変わらない扱いで鍛えて
長が終わったくらいの時代ですね。
は缶詰の一大産地となっていたので
ないといけないなと。以前から新聞
大きな決断だったのではないでしょ
鈴木 当時はオイルショックの影響
でグループ自体の業績が悪化し、と
すが、為替が変動相場制になると円
大谷 鈴与に常務として戻られたの
年。 ち ょ う ど 高 度 成
が、
くに清水食品の経営状態が悪かっ
社の報道用のヘリコプターやビジネ
後に不況になったアメリカでツナが
2
0
0
8
F
D
A
す。
後はロンドン勤務も経験しました。
1
9
7
7
2
0
0
9
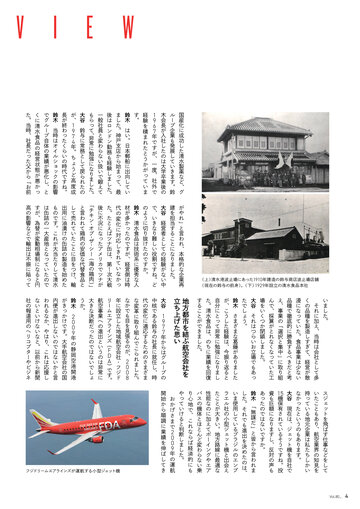
(上)
清水港波止場にあった1910年建造の鈴与商店波止場店舗
( 現在の鈴与の前身)
。
( 下 )1929年設立の清水食品本社
高の影響などで輸出は不振に陥って
1
9
7
4
﹂
もらって、
非常に勉強になりました。 ﹁チキン・オブ・ザ・シー︵ 海の鶏肉 ︶
1
た。当時、社長だった父から﹁お前
フジドリームエアラインズが運航する小型ジェット機
1
9
6
7
4
Vol.80
�
- ▲TOP

- ページ: 5
- T O P
て、現在は全国 都市 空港を結ぶ
出ていってしまう。しかし、地方が
たちは東京の魅力に惹きつけられて
航空会社に発展しています。コロナ
鈴木 そうかもしれません。弊社な
ど、東京に行ったら何の変哲もない
静岡でも大学を卒業すると就職で
東京に出ていってしまう人が多いの
会社です。
ここ清水にいるからこそ、
大 谷 い わ ゆ る 地 方 創 生 は 政 府 に
とっても長年の課題ではあります
ですが、 歳くらいになってから地
地域に根差すから人が集まる
プライドを持ち独自の文化を
衰退を押しとどめるのは簡単ではな
皆さんに大事にしてもらえて、人材
です。
いように思えます。地方が本当の意
疲弊して人材育成ができなくなった
現在の地方と都会で、日常生活に
関する経済的な格差は、それほど大
ら、東京の繁栄も持続できないはず
ところです。
きくなっていない。何が違うかとい
も集まるのだと思います。
大谷 路線図を拝見すると静岡から
札幌、松本から福岡、神戸から青森
のですか。
いという思いは当初から持っていた
は設けていない。地方同士を結びた
も言える、東京と地方都市を結ぶ便
が特徴的ですね。国内便では定番と
境をつくらないといけない。
こに住むことにプライドを持てる環
交流して自分たちの文化を知り、そ
埋めるためには、地方同士がもっと
に引き寄せられてしまう。この差を
差が大きくなりすぎて、人々が都会
えば文化です。教育でも芸術でも格
まっては、地域の活力が失われてし
整ってはいても個性をなくしてし
と 考 え ま す。都 市 と し て の 機 能 が
鈴木 私はやはり、その地域独自の
文化を持ち続けることがカギになる
でしょうか。
味で栄えるためには、何が必要なの
例もあります。
クスで良い相乗効果が生まれている
属していた企業とのカルチャーミッ
ます。そうした人たちが鈴与に中途
元に戻ってくるという人も意外とい
が地方都市同士を結ぶインフラとし
まう。
地方から見た東京というのはブラッ
JMAC 代表取締役社長・大谷羊平と。背後の商標は「 播磨屋与平」
うに思います。
でも独自の強さにつながっているよ
のプライドがあって、それが経済面
よね。やはり京都には地域の文化へ
営む中で、地域社会、顧客、取引先、
の社会人が真に自立し、社会活動を
の拠り所として﹁ 共生︵ともいき ︶
﹂
鈴木 地域の役に立っているとすれ
ば、私たちの本望です。鈴与は経営
な役割を果たされていると感じます。
私たちも仕事をしていきたいですね。
ろしてがんばっている企業が数多く
代から大切にしてきた言葉ですが、
神的な基盤 ﹂を意味します。祖父の
そして社員同士が結びつくための精
有利だという考え方もあるのではな
代、地域に根を下ろしていたほうが
大谷 いやいや、鈴与さんこそお手
本となる企業だと思います。今の時
をしていきたいと思っています。
下ろしながら、世界を見据えた仕事
か。これからも地域にしっかり根を
マッチしているのではないでしょう
今の時代に求められていることとも
あります。そうした姿勢をお手本に、
を掲げています。具体的には、﹁ 個々
タさんなど、地元にしっかり根を下
ここ中部地方にも、静岡ではヤマ
ハさんやスズキさん、愛知ではトヨ
ちも働き盛りの年齢で戻ってこよう
て、少しでもお役に立てればと考え
クホールのように何でも吸い込んで
活力を維持するうえで、とても大き
と思うのかもしれませんね。地域の
ています。
たとえば京都には、本社を京都に
構えてワールドワイドに展開してい
いってしまう存在です。とくに若者
る個性的な企業がたくさんあります
F
D
A
採用で加わってくれて、それまで所
鈴木 やはり、東京一極集中は良く
ないという思いが根底にあります。
が、人口が減少していく中で地方の
など、地方都市間を結んでいること
禍で大きな打撃を受けましたが、今
17
年あたりからようやく回復してきた
15
大谷 地元に鈴与のような魅力的な
会社があるからこそ、そうした人た
40
いでしょうか。
※本編は 2025 年 10 月に実施した対談の内容を構成したものです。
Business Insights Vol.80
5
I N T E R
YOHEI SUZUKI
創業時に使用されていた「 やまさんよ」
�
- ▲TOP

- ページ: 6
- T E R V I E W
ブラザー工業株式会社
取締役会長
小池 利和 氏(こいけ としかず)
1955年愛知県生まれ。早稲田
大学政治経済学部経済学科卒
業後、
79年ブラザー工業に入社。
入社3年目から23年間アメリカ
に駐在し、プリンター事業の拡
大に貢 献。92年、米国法 人取
締役、2000年米国法人の社長
に就 任。05年に帰 国し、07年
ブラザー工業の代 表取 締 役 社
長。18年代表取締役会長、22
年から取締役会長。
Vol.80
6
�
- ▲TOP

- ページ: 7
- は暗い影が差し始めており、私自身
小池 ブラザーは風通しが良く雰囲
気の良い会社でしたが、国内販売に
42,801人(2025年3月31日現在 連結)
事業内容
プリンター・複合機、ラベルライター、産業用印刷
機器、工作機械、工業用・家庭用ミシン、ギアモー
タ・歯車、通信カラオケ機器など多様な分野で企
画・開発・製造を行う。世界40以上の国と地域に
生産拠点と販売拠点を設け、海外の売上比率は
全体の8割を超えるグローバル企業。
販売や割賦販売のモデルがうまく機
ビジネスモデルが成り立たなくなっ
と変え、戦後には編み機をはじめ、
19,209百万円(2025年3月31日現在)
従業員数
年代
大 谷 ブ ラ ザ ー 工 業︵ 以 下 ブ ラ
ザー︶というと、昭和世代にはミシ
ていきます。
私が入社したのは、
ちょ
家電、楽器やタイプライターと多角
もひと皮むけるには日本にいたまま
資本金
能 し ま し た。 し か し
後半以降、量販店が台頭し始め、そ
ンの会社の印象が強いですが、今は
うどそのころでした。
米国に渡り現地に合った
販売モデルを確立
プリンティング機器を主力とするグ
れまでうまくいっていた訪問販売の
ローバル企業へと成長しています。
年に
大谷 入社 年目の
は、アメリカに赴任します。
化を進めていきます。戦後、日本人
ではダメだと感じ、挑戦することに
小池 創業者兄弟がミシンの量産化
に成功し、輸入産業から輸出産業へ
の生活がまだ豊かでないころは、カ
しました。
[ ブラザー工業株式会社 ]
I N
TOSHIKAZU KOIKE
T O P
1
9
7
0
1
9
8
1
タログを使った訪問販売による積立
Business Insights Vol.80
7
1934年1月15日(創業 1908年)
設立
3
グローバル視点で時流をつかみ
大胆かつ着実に領域を越境
ミシンの修理業からグローバル企業へ、数度の経営危機を乗り越えながら転身を遂げたブラザー工業。
取締役会長の小池利和氏に、新規マーケットの開拓、社長時代の経営戦略、今後の人材育成について聞いた。
�
- ▲TOP
- ページ: 8
- V I E W
陣に技術開発を提案したり、さまざ
チャー企業を訪ねたり、日本の開発
度 は こ れ に 対 応 す る た め、 ベ ン
トプリンターを発売してきます。今
レーザープリンターやインクジェッ
が、競 合 他 社 が ノ ン イ ン パ ク ト の
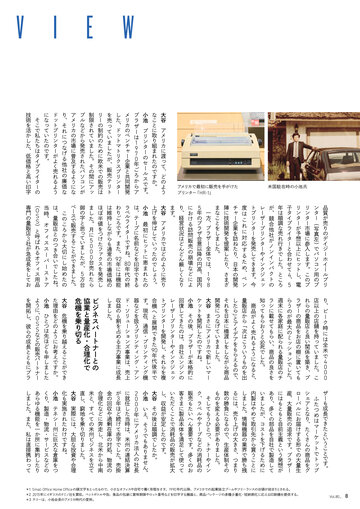
年は順調な売れ行きでした。ところ
リンターが予想以上にヒットし、電
リンター市場に参入します。このプ
ンター︵ 写真左 ︶でパソコン用のプ
小池 その後、ブラザーが本格的に
回復してきたのは、自社エンジンの
大谷 まさにアメリカで新しいマー
ケットを開拓したのですね。
開発につなげていきました。
それを日本に橋渡しをしながら商品
したら﹂
とアイデアをもらえるので、
商品がよく売れるようになると、
量販店から﹁ 次はこういうものを出
知ってもらおうと必死でした。
ラシに載せてもらい、商品の良さを
週末に各家庭に配られる量販店のチ
らうのが最大のミッションでした。
ラザーの商品をお店の棚に置いても
れらの量販店と良い関係を築き、ブ
店以上の店舗を持っていました。こ
いただくことで消耗品の販売が拡大
客さまに製品本体を満足して使って
そしてもうひとつ、トナーやイン
ク、ラベルやテープなどの消耗品の
ものを変える必要がありました。
数の勝負になるので、生産体制その
るには、売り上げの大きさ、つまり
しました。情報機器の業界で勝ち残
いましたが、コストを下げるために
あり、多くの部品を自社で製造して
にはもともと自前主義という発想が
産、大量販売の追求です。ブラザー
ローバルにお届けする形での大量生
ふたつめはマーケットでトップ
シェアとなり、たくさんの商品をグ
ザーも成長できたということです。
まなことをしました。
レーザープリンターやインクジェッ
し、収益が安定したのです。
り、 ピ ー ク 時 に は 全 米 で
一方、ブラザー全体では、
年のプラザ合意以降の円高、国内
トプリンターを開発し、それらを複
品質が売りのデイジーホイールプリ
ます。
合機へと展開できた
に就任した当時は、米州の連結決算
子タイプライターと合わせて 、
大谷 アメリカではどのように売り
上げを伸ばしていったのでしょう。
器などを扱うプリンティング・アン
が 年ほど続けて赤字でした。売掛
における訪問販売の崩壊などによ
プルなどから発売されたパソコンが
制限されていました。その間にアッ
リーの制約のために欧米での販売は
を 売 っ て い ま し た が、販 売 テ リ ト
した、ドットマトリクスプリンター
メリカのベンチャー企業と共同開発
ペースで販売することができました。
御の字と思っていましたが、
まし た。 月に
ほぼ半値をつけたファクスを発売し
は維持しながらも通常の市場価格の
わりごろです。また、 年には機能
ラベルライターですね。
大谷 危機を乗り越えることができ
た理由をどのようにお考えですか。
り、経営状況はどんどん厳しくなり
アメリカの市場に普及するようにな
このころから大切にし始めたの
は、量販店とのつき合いでしたね。
す。現在、通信・プリンティング機
り、そ れ に つ な げ る 他 社 の 廉 価 な
ドットプリンターがよく売れるよう
当 時、 オ フ ィ ス ス ー パ ー ス ト ア
になっていたのです。
︵
台 売れたら
万台
︶と呼ばれるオフィス用品
専門の量販店 社が急成長をしてお
しました。
ビジネスパートナーとの
協業と量産化・合理化で
危機を乗り切る
を開拓し、彼らの成長とともにブラ
大谷 その後は順調でしたか。
小池 いえ、そうでもありません。
年にアメリカ法人の社長
販売もたいへん重要です。多くのお
内製はやめて取引先から買うことに
大谷 アメリカに渡って、どのよう
なことに取り組まれたのですか。
小 池 最 初 にヒットに 恵 ま れ たの
は、テープに名前などを印字できる
ド・ソリューションズ事業は、売上
年代後半で
小池 プリンターのセールスです。
ブラザーは
年ごろからア
収益の 割を占める主力事業に成長
5
小池 ひとつは先ほども申しました
などの販売パートナー
ように、
そこで私たちはタイプライターの
技術を活かした、低価格と高い印字
6
2
0
0
0
しました。また、私は直接携わって
あらゆる機能を一か所に集約したり
小池 テネシー州に巨大な倉庫をつ
くり、製造・物流・サービスなどの
大谷 実際には、大胆な投資や合理
化も実施されたわけですね。
直し、窮地を乗り切りました。
米と、すべての米州ビジネスを立て
合理化などに奔走し、北米から中南
金の回収や過剰在庫の対処、物流の
3
90
5
O
S
S
8
Vol.80
*1 Small Office Home Office の頭文字をとったもので、小さなオフィスや自宅で働く形態をさす。1990 年代以降、アメリカでの起業独立ブームやフリーランスの台頭が始まりとされる。
*2 2015 年にイギリスのドミノ社を買収。ペットボトルや缶、食品の包装に賞味期限やロット番号などを印字する機器と、商品パッケージの多種少量化・短納期化に応える印刷機を提供する。
*3 テリーは、小池会長のアメリカ時代の愛称。
4
0
0
0
年代の終
米国駐在時の小池氏
アメリカで最初に販売を手がけた
プリンター「HR-1」
4
1
9
8
5
5
0
0
0
3
O
S
S
92
80
1
9
7
0
�
- ▲TOP

- ページ: 9
- T O P
るのは、過去に犠牲を払い、つらい
成り立つものです。ブラザーが今あ
整理しています。事業は人があって
販売を吸収合併し、多くの販売員を
立時から独立運営していたブラザー
をもとに需要に応じて対処し続けて
データを欠かさずチェックし、数字
リ カ 駐 在 時 は、主 な 量 販 店 の 販 売
こうした判断は、決して勘と経験
で下したものではありません。アメ
が起こるだろうと踏みました。
リーマン・ショック時も同様の傾向
よく選ばれたのです。その経験から、
う当たり前のことを怠っていると、
ただし、市場の未来を見据えなが
らお客さまの期待に応え続けるとい
るのです。
化してお客様にお届けすることに
きますが、消耗品やサービスと一体
けでは需要が落ちた途端に損益に響
はいませんが、国内では 年に、設
思いをされた方々の存在があったか
ダメージがボディブローのように
はむしろ堅調で、生産を減らす理由
けるのが、
大事ではないでしょうか。
襲ってきます。常に新しいことを続
に判断は間違っていませんでした。
は見当たらなかったのです。結果的
よって、ビジネスに継続性が生まれ
らで、そのことを忘れてはなりませ
きました。 年当時も売れ行き自体
ん。
でも大事にしてきた
パートナーとの相乗効果
れを全役員の前で発表して実行して
いくというプログラムです。
大谷 小池さんは具体的に何をされ
るのですか。
グローバル時代にこそ
視座を高める経験を
大谷 小池さん自身は、日本の製造
業の今後をどうお考えですか。
に も、 積 極 的 に 取 り
大 谷
組んできました。
小池 その後、オフィス向けプリン
ティング事業は成熟期を迎え、産業
小池 当時の日本のブラザーは、ア
メリカでのビジネスモデルを逆輸入
り 回 分、最低 回は話を聞きま
大谷 当時、生産や販売の縮小も考
えたのですか。
リーマン・ショックが起こります。
社 長 に 就 任 し ま し た。そ の 直 後 に
できる分野のパートナーを見つけ、手
り、将来的には販売チャネルも統合
づくりの経験や技術でシナジーがあ
界がある。これまで培ってきたもの
とを始めるにも、自前でやるには限
き、常にアイデアを求めビジネスに
で、日本では多様さに触れながら働
ダイバーシティは大変重要なテーマ
長は避けられません。組織における
ためにはグローバルでのさらなる成
ビジネス成長を継続的に成し遂げる
えていかないといけません。
加えて、
がら研鑽し合っているようです。
ミュニケーションを継続的に取りな
卒業後もそれぞれの同期生の間でコ
のこと。真剣勝負です。また塾生は、
ますが、あくまでも成長を期待して
すね。指摘が厳しくなることもあり
当社はその路線をとりませんでし
た。
術を産業用に活かすという発想でし
小 池 挙 げ る と す れ ば﹁ テ リ ー
チャレンジ塾 ﹂でしょうか。若手従
大谷 人材育成で小池さんが取り組
まれていることはありますか。
活かせる人材が必要と考えています。
広げ、成長をしていってもらいたい
門を越えた社内外のネットワークを
な人と触れ合い、交流することで部
壁、組織の壁がどうしてもできてし
の
お客さまに主眼を置き、プリンター、
業員を中心に、私が積んださまざま
た。ブラザーは従来から
ファクス、コピーなどの機能を備え
大谷 まさに技術のシナジーが活か
されたということですね。
な経験を伝えるのに加え、塾生が自
起こったアメリカの同時多発テロ以
*3
's
まいます。若い皆さんにはいろいろ
ました。会社が大きくなると部門の
ながら、価格が手ごろでコンパクト
小池 さらにいえば、ドミノ事業も
売り上げの半分以上は消耗品やサー
と思っています。
01
*1
な商品を提供してきました。 年に
降は、自宅や小さなオフィスで仕事
ら取り組みたいテーマを設定し、そ
*2
ビスが占めています。商品を売るだ
15
小池 周りの同業他社は生産の縮小
や工場の閉鎖などしていましたが、
を組むことが重要だと考えました。
的な自動化を含めたものづくりを考
用領域の成長を中心とした事業ポー
する形で安定してきていました。帰
ようになりました。ただ、新しいこ
トフォリオの強化が必要だと感じる
小池 期間中に講義を 回、加えて
も行います。ひと
全塾生との
国後はプリンティング事業の責任者
3
ブラザーは私の入社時とは比べも
のにならないくらい、組織が成長し
3
大谷 日本に帰国されたのは
年、赴任から 年後です。
本社併設の展示館にて、JMAC 代表取締役
社長・大谷羊平と
小池 人口減少や高齢化による労働
人口の縮小は明らかですから、徹底
などを経て、 年にブラザー工業の
1
on
1
2
0
0
年に行ったドミノ社の買収は、
民生用で培ったインクジェットの技
30
23
07
をする人が増え、ブラザーの製品が
※本編は 2025 年 10 月に実施した対談の内容を構成したものです。
Business Insights Vol.80
9
1
5
08
M
&
A
M
&
A
99
S
O
H
O
I N T E R
TOSHIKAZU KOIKE
�
- ▲TOP

- ページ: 10
- 池田上席執行役員と新行動指針策定プロ
ジェクトのメンバー。出光興産本社にて
出光 興 産株 式会社
企業理念を体現する 7つのカギ
出光「新行動指針」誕生の舞台裏
大きな変革期にある、石油業界。その雄・出光興 産では、2050年カーボンニュートラル・循環型社会の実現に
向けた事業構造改革の取り組みを鋭意 進めている。その一環として2025年に策定したのが「 新行動指針」だ。
同社のアイデンティティが色濃く表現されたこの指針がどう導かれたのか、その軌跡を追った。
1911年創業の大手エネルギー企業。燃料油、基礎化学品、高機能材、電力・
再生可能エネルギー、資源の各分野で、エネルギーと素材の開発・製造・
販売を手掛ける。国内有数のサービスステーション網を保有。
出光興産の課題
事業構 造改革の実 現
企業理 念の浸 透・体 現
人的資本 経営の強化
Vol.80
10
�
- ▲TOP
- ページ: 11
- IDE MIT SU KOS A N
C ONSULT ING C A SE 1
年に成文化した企業理
念﹁ 真に働く ﹂は、全社員が一丸と
りが﹁ 真に働く ﹂を体現することこ
なって事業構造改革を推進するため
出光興産の主要ビジネスモデ
ル は 今、 変 革 期 の た だ 中 に あ る。
そ が、事 業 構 造 改 革 の キ ー ド ラ イ
して臨んだのが﹁ 新行動指針 ﹂の策
バーになるととらえる。その一環と
の拠りどころであり、社員一人ひと
年カーボンニュートラル・
年ビジョン﹁ 責任ある変革
循 環 型 社 会 の 実 現 に 向 け、同 社 は
2021年に成文化された企業理念とステートメント
的資本投資の両輪で事業ポートフォ
者 ﹂を掲げ、事業構造改革投資と人
上席執行役員人事管掌の池田和馬
さんは、背景にあった当時の課題を
定だ。
振り返る。
国・地域社会、そこに暮らす人々を想い、考えぬき、働きぬいているか。
日々自らを顧みて更なる成長を目指す。
かかる人が集い、一丸となって不可能を可能にする。
私たちは、高き理想と志を掲げ、挑み続ける。
副社長を含む 名弱の人事関係メン
バーからなる特別チームを立ち上
げ、新行動指針の策定にあたった。
〝 壁打ち 〟
の積み重ねで
設計全体の深みが増した
同チームでまず取り組んだのが、
企業理念の読み解きだ。プロジェク
トの運営役を務めた人事部企画課の
長谷場友さんは、こう明かす。
﹁ 何よりものミッションは、企業理
念を体現できる行動指針をつくるこ
で当社らしさが感じられないという
表現されている一方、用語が汎用的
は、大事にしたい価値観が網羅的に
を 新 設 し ま し た。当 時 の 行 動 指 針
石油との経営統合を機に、行動指針
は、 こ の 取 り 組 み の 伴
走役を務めた。プロジェクトの立ち
としました ﹂
︵ 池田さん ︶
意識できるようになることをねらい
常業務の中でより企業理念の体現を
部下間での共通理解につながり、日
評価項目と一体化することで、
上司・
会の理事、
社外取締役や経営層など、
の声を収集する役割を担う出光社員
読み解き、言語化したんです ﹂
とは何かについて集中討議を重ね、
り上げ、
﹃ 社員に求めている人財像 ﹄
するステートメントの一文一文を取
と。そこでまず﹃ 真に働く ﹄に付帯
声が、社員から多く寄せられていま
上げ当初から携わる人事部企画課の
年、 昭 和 シ ェ ル
した。その要因は、企業理念の成文
竹内雅巳さんは、こう話す。
﹁ 当社は
化に先行して行動指針を策定したた
企業理念に直結する新たな行動指針
は当社の実情や人事施策をよく理解
もらいました。そのため、
の人財戦略を包括的にサポートして
さんは、こう評価する。
に参画した人事部企画課の立野宏美
料作成などを担った。プロジェクト
を行いながら推敲を重ねた。
さまざまな階層と複数回の意見交換
そうして言語化した人財像を携
え、各部室の人事担当役職者、社員
め、企 業 理 念 と の 結 び つ き が 薄 く
年から当社
を策定することにしたのです ﹂
してくれていました。また、人事コ
﹁
には
さらに、この新たな行動指針は人
事評価の項目とも一体化している。
門的・先進的な知見をベースにした
ンサルティングの経験も豊富で、専
は、 素 案 の 提
その中で
示、討議のファシリテーション、資
社員の間での認知度・共感度は高ま
﹁ 当社の企業理念﹃ 真に働く ﹄は、
は、私たちとの壁打ちに
J
M
A
C
にどのように落とし込めばよいかわ
りを見せているものの、実際の行動
こうして出光興産では
年 月、当時の丹生谷晋代表取締役
期待しました ﹂
アドバイスやファシリテーションに
どう考えるべきかを
とくに力となりました。各所から出
と何
たさまざまな意見を持ち帰っては、
からないという声が多くありまし
とことん付き合ってくれて、それが
J
M
A
C
J
M
A
C
リオ転換を推し進めている。
真に働く
10
﹁
2
0
1
9
なっていたことにあります。
そこで、
上席執行役員 人事管掌兼人事部長・池田和馬さん
J
M
A
C
2
0
2
3
企業理念に直結する
新たな行動指針の策定
2
0
2
1
た。企業理念に直結する行動指針を
Business Insights Vol.80
11
2
0
2
3
J
M
A
C
J
M
A
C
4
2
0
5
0
2
0
3
0
�
- ▲TOP

- ページ: 12
- 7つの行動指針と2050年ビジョン
相互信頼 ﹂と、 つの能力﹁ 大胆に
意識 ﹂
﹁ 飽くなき成長意欲 ﹂
﹁ 誠実・
そして今後も堅持していきたい価値
﹁ 両社がこれまで大切にしてきた、
動指針のひとつとして掲げてきた。
考えながら動く﹁ 自律考動 ﹂を、行
は、指示を待つのではなく主体的に
そ設計全体の深みが増し、私たちの
挑み続ける﹂﹁常に考え決断する﹂﹁相
が、 つの基本姿勢﹁ 徹底的当事者
理解も深まり、あわせて社員からの
違を乗り越える ﹂
﹁ 人を活かす ﹂か
度も議論して。それがあったからこ
多様な問い合わせにも自信を持って
こ の 中 で も と く に 重 要 で、指 針
の根幹となるのが﹁ 徹底的当事者意
人財像の核になっています。 つの
込みながら物事を推進すること ﹄が
観である﹃ 自分はどうしたいかを明
答えられるようになりました ﹂
らなる、 つの行動指針だ。
識 ﹂である。出光興産では、社員一
2030 年ビジョン
能力
確に持ち、自らの考えで周囲を巻き
はオンラインではなく対面で実施し
7
た。プロジェクト開始以降、その回
とのセッショ
こうした
ンは週次で 時間程度行われ、多く
4
の責任と権限で働く﹁ 独立自治 ﹂と
人ひとりが経営者意識を持ち、自ら
ふんだんに盛り込んでいますが、何
行動指針には当社の特徴的な表現を
は不可欠であると判断し、この特徴
事業構造改革を実現するには力強さ
﹁
再整備した。
策定に合わせて同チームで全面的に
つの行動指針は評価項目でもあ
的な表現を採用しました。一方で、
を交えて何度も議論し、最終的には
ど賛否両論がありました。
る﹄
﹃いや、当社らしくていい ﹄な
的 な 人 財 を 求 めている よ うに 感 じ
﹁ 当初は﹃ 言葉が強すぎる ﹄
﹃ 均一
象となっている。
行動指針と比べてエッジの効いた印
表現を用いており、一般的な企業の
つの行動指針は﹁ 徹底的 ﹂
﹁飽
くなき ﹂
﹁ 常に ﹂といった特徴的な
よりも当社らしさを表しているの
企業理念
が、この﹃ 徹底的当事者意識 ﹄です ﹂
真に働く
いう考え方を、創業者・出光佐三の
行動指針
経営理念のひとつとして大切に受け
飽くなき成長意欲
︵ 竹内さん ︶
誠実・相互信頼
徹底的当事者意識
回近くに及んだ。
責任ある変革者
同プロジェクト発足時から参画した人事部企画課
専任部員
(人事制度企画担当)
・竹内雅巳さん
同プロジェクトの運営役を務めた人事部企画課
専任部員
(人事制度企画担当)
・長谷場友さん
3
基本姿勢
数は
2050 年ビジョン
継いできた。また昭和シェル石油で
人を活かす
〝エッジ〟の効いた表現を
採用した新行動指針
変革をカタチに
7
J
M
A
C
どれくらい﹃ 徹底的に ﹄行動するの
ひとつの細部に至るまで非常にこだ
られるよう、等級定義書は言葉一つ
るため、育成評価制度の運用に耐え
同書は目標設定や評価の場面で全
社員の共通の物差しとして参照され
わりました ﹂
︵ 長谷場さん ︶
かといったレベル感は、
﹃ 等級定義
つの項
この﹁ 等級定義書 ﹂は、
目ごとに求める水準を社員の等級別
に定めたもので、新たな行動指針の
7
相違を
乗り越える
常に考え
決断する
大胆に
挑み続ける
7
書﹄
の中で表現しました﹂︵立野さん︶
7
3 J
M
A
C
1
0
0
こうした熟議を経て策定されたの
持続的な事業成長と
人の成長の両立
12
Vol.80
�
- ▲TOP

- ページ: 13
- IDE MIT SU KOS A N
C ONSULT ING C A SE 1
ドも語った。こうした工夫で、参加
まった ﹄
﹃ 行動指針に愛着が持てた ﹄
と相対することで﹃すごく理解が深
ら
善を重ね、浸透度を定点観測しなが
年度以降も続けていく
した社員が新たな行動指針を自分ご
被評価者間で認識の齟齬が起こらな
一方で、新行動指針を評価項目と
して運用するにあたり、
﹁ 評価者と
えを感じています ﹂と語る。
といった生の声を聞け、大きな手応
て深く理解し、実際の行動に移すこ
この新たな行動指針を自分ごととし
と考えています。社員一人ひとりが
﹁ 浸透・定着にはあと数年はかかる
を強調する。
計画だ。竹内さんは、継続の大切さ
ととしてとらえられるようにした。
向き、理解・浸透を図る取り組みが
いか不安 ﹂などの声も一部で挙がっ
そして 月からは、日本全国の各
部室および海外拠点に同チームが出
種類
スタート。ここでは、大きく分けて
2
0
2
6
双方向性を意識したつくりとした。
識したエピソードを紹介するなど、
に、部室のメンバーが行動指針を意
行間の部分を補足説明するととも
は、全社説明会の内容をかみ砕き、
ズして展開している。説明会形式で
を、部室と相談しながらカスタマイ
野さん ︶
す必要があると実感しています﹂︵立
上に丁寧なコミュニケーションを促
わせが何よりも重要です。今まで以
には上司・部下間での認識のすり合
ツールは整備していますが、最終的
﹁ 等級定義書やガイドブックなどの
ているという。
表面的な変化ではなく、本質的な
変革に真摯に臨んでいるからこそ、
いただきたいと思っています ﹂
き専門的かつ先進的なアドバイスを
共に歩んだ
です。
当社のあり方を的確に理解し、
く ﹄を体現できたと実感できるはず
とができたとき、企業理念﹃ 真に働
説明会形式と座談会形式の
一方の座談会形式は、部室メンバー
た。
とを目指す。さらに、アンケートな
26
20 60
に は、 引 き 続
る。これにより、社員一人ひとりが
を少人数グループに分け、新行動指
ている具体的な行動へと落とし込ん
2
0
2
5
どで得たフィードバックをもとに改
時間を要する。出光興産の変革の旅
路は、この先も続く。
経営統合時に制定した行動指針を再定義したことは、会社
にとって大きな変化だったと思います。その源にあったの
は事業構造改革の推進。事業戦略と人財戦略を連動させな
がらも、日頃から社員の行動を会社側がよく観察して決断
されたことに、
「常に考え決断する」を見ました。また行
動指針の言葉一つひとつとっても、こだわりを持って議論
を何度も重ね、社内コミュニケーションも丁寧に行われた
ことに、
「徹底的当事者意識」を見ました。今回の活動自
体がまさに「企業理念の体現」だったととらえています。
60
﹁とくに座談会は、自分で考えて発
月末までに同チームでは、全
部室中 部室を訪問。訪問済みの
シニア・コンサルタント
表し、それに対する意見を周囲から
もらうことで、より行動指針に対す
部室を対象に実施したアンケートで
7
J
M
A
C
村上 剛(むらかみ つよし)
で理解できる設計となった。
〝 自分ごと化 〟を促す
理解浸透策の展開
られる面が強いように思います。手
施。司会は立野さんが務め、登壇者
みだと感じています ﹂
︵ 長谷場さん ︶
る理解が深まり、自分ごとにとらえ
ここから同チームは、もうひとつ
の大きなミッションに取り掛かる。
間はかかりますがとてもいい取り組
年 月に、
新たな行動指針を社内に浸透させる
との掛け合いを取り入れるなど、フ
は、理解度・共感度とも﹁かなりで
ことだ。まずは
ランクな雰囲気づくりを心がけた。
きた ﹂
﹁おおむねできた ﹂という肯
行動指針に関する全社説明会を実
策定プロセスで悩んだ点も率直に共
定的な回答がおよそ 割を占めた。
C ONSULTA N T
針に関する意見を出し合う場とし
つの行動指針を、自身に求められ
2
4
年 度 内 に、
同チームは
全 部室で理解浸透策を展開するこ
東北支店で実施された座談会。7 つの行動指針について、
各自が意見を出し合った
長谷場さんは﹁ 実際に現場の方々
2
有し、副社長自らがこれまでに﹁ 徹
9
※社名、役職名などは取材時
(2025 年 8 月)のものです。
Business Insights Vol.80
13
2
0
2
5
底的当事者意識 ﹂を感じたエピソー
同プロジェクトに参画した人事部企画課
専任部員
(人事制度企画担当)
・立野宏美さん
7
�
- ▲TOP
- ページ: 14
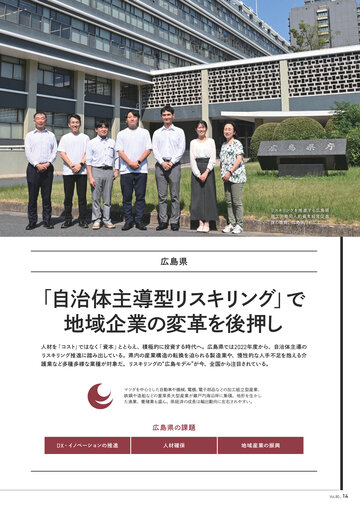
- リスキリングを推進する広島県
商工労働局人的資本経営促進
課の職員。広島県庁前にて
広島県
「自治体主導型リスキリング」で
地域企業の変革を後押し
人材を「コスト」ではなく「 資本」ととらえ、積極的に投資する時代へ。広島県では2022年度から、自治体主導の
リスキリング推進に踏み出している。県内の産業構造の転換を迫られる製造業や、慢性的な人手不足を抱える介
護業など多種多様な業種が対象だ。リスキリングの 広島モデル が今、全国から注目されている。
マツダを中心とした自動車や機械、電機、電子部品などの加工組立型産業、
鉄鋼や造船などの重厚長大型産業が瀬戸内海沿岸に集積。地形を生かし
た漁業、養殖業も盛ん。県経済の成長は輸出動向に左右されやすい。
広島県の課題
DX・イノベーションの推 進
人材確保
地 域 産 業の振 興
Vol.80
14
�
- ▲TOP

- ページ: 15
- HIROSHIMAKEN
C ONSULT ING C A SE 2
リスキリング推進における企業・従業員・県の役割
み、
〝 人がやらない仕事 〟が増えて
います。今までになかった新たな仕
層の厚い産業群が広島県には集積し
端産業まで、ものづくりを軸とした
から、電気機械や電子部品などの先
﹁ 自動車、造船、鉄鋼などの重工業
人材が必要かを見極め、育てていけ
経営課題を解決するにはどのような
やビジネスモデルの変化に対応し、
長の上杉嘉之さんは話す。技術革新
島県商工労働局人的資本経営促進課
事が生まれていくでしょう ﹂と、広
ています。ただ、これまでのやり方
るかどうかが今後のビジネスの成否
今ある仕事は、
年後にも存在するのか
のままで今後も競争力を保てるか
を 握 る。 た だ、 す で に
広島県
を進め
というと、そうではない。設計や製
ている大手企業はいいが、県内の自
社の中小サプライ
動 車 関 連 産 業 は、マ ツ ダ を 中 心 に
∼
人材が必要だから育てなけれ
ヤーが裾野を形成している。
﹁
ばと考えても、中小企業では通常業
務が忙しく余裕がなければ手つかず
になることもあります。県が先頭に
立ってリスキリングを推進する必要
があると考えました ﹂
︵ 上杉さん ︶
年 月 に、
広島県では
地方自治体では全国初となる﹁ 広島
県リスキリング推進検討協議会 ﹂を
設置。公労使の代表者を構成員とし
たこの協議会で、これからの企業に
求められる人材育成としてのリスキ
リングの推進と労働者の円滑な労働
年 月﹁リスキリング
移動を支える社会のあり方を検討
講義は短く、ワークや
討議中心に参加型研修
数ある広島県のリスキリング推
が支
進 施 策 の な か で、
施した︵ 次ページの図参照 ︶
。
たとえば、ステップ のリスキリ
ングの方針決定では、基本講義とし
て﹁ 外部環境の変化︵
等 ︶によ
応して、企業等の経営戦略や人材戦
る新たな業務需要の拡大と減少に対
援したのはガイドライン策定後の
略のもと、企業の主導によって、従
推進ガイドライン﹂を策定した。現
コンサルティング﹂だ。最初の支援
年度事業の﹁ 人事制度に関する伴走
について説明。そのあと、各企業そ
という広島県のリスキリングの定義
用︵ 業務を創造・高度化 ︶すること ﹂
と な る 知 識 や ス キ ル を 習 得 し、活
業員が今後の新たな業務などで必要
年度事業の﹁リスキリング
在はそのガイドラインをもとに、県
回の実践研修と個別フォローを実
では、ガイドラインに沿った形で全
推進人材の育成研修 ﹂と、
内企業のリスキリング促進に取り組
し、
1
4
造の現場ではすでにデジタル化が進
リスキリングを通じ県内産業振興を推進
(上)左から商工労働局人的資本経営
促進課参事・應和誠士さん、同リスキ
リング推進グループ主査・岡村徳久さ
ん、同課長・上杉嘉之さん
(下)取材を行った「イノベーション・ハ
ブ・ひろしま Camps(キャンプス)
」
は、
新たなビジネスや地域づくりにチャレン
ジする人々が集まる、イノベーション創
出の拠点として利用されている
D
X
3
0
0
んでいる。
Business Insights Vol.80
15
J
M
A
C
2
0
2
4
リスキリングを支援
D
X
2
0
2
2
従業員
企業
4
0
0
8
リスキリングに取り組むことで
「キャリア形成」「働きがい向上」
を実現
(新業務への移行や現業務の
高付加価値化を実現)
企業の持続的成長に貢献
経営戦略・人材戦略に基づいて、
リスキリングを実行することで、
「DX」「人材確保」
「働きがい向上」「持続的な成長」
を実現
D
X
2
0
2
3
2
0
2
3
5
10
経営戦略・人材戦略に沿った
リスキリングを主導
�
- ▲TOP

- ページ: 16
- ために必要となる﹁スキルの特定 ﹂
を行った。講義だけでなく基本講義
の内容をもとに、コンサルタントを
交えて相談しながら自社について検
討、活発な議論の時間を持った。
研修を受けたら、社内に持ち帰って
﹁ 単なる知識提供ではなく、
〝この
すぐに議論できること、実際、何を
変えられるか 〟に徹底的にこだわり
人事評価制度以外での
評価・処遇
く推奨したのはそのためで
が、各社 人での参加を強
す。その場で 人で相談し
の人事専門のコンサルタ
て 評 価 や 処 遇 に む す び つ け る か、
画となる、あるいは社内プ
シートがそのまま自社の計
時 に は、 演 習 で 使 用 し た
押しをしました。研修終了
一緒に考えられるような後
た り、 社 内 に 持 ち 帰 っ て
く、自社の状況を題材としたワーク
上がりますよ 〟といった話だけでな
をすると人材のモチベーションが
インに沿った形で〝こういった評価
同課リスキリング推進グループ
主事の穴水佑樹さんは、
﹁ガイドラ
つながる研修とした。
ントによる個社支援も含め、実践に
レゼンで利用できるフォー
ショップによって、新たな制度づく
持ち回りで講義を担当し、
専門コンサルタント 人が
テップごとの内容に応じて
る よ う に う な が し た。 ス
ところなどを自社に持ち帰
労などを紹介。まねできる
き、リスキリング推進の苦
規模感の企業をゲストに招
ステップごとに、先進事
例として身近に感じられる
に選ばれる会社になるということを
の庄司も、
﹁ 学びの継続
と企業への定着につながり、採用時
ました ﹂と振り返る。
加企業にしっかり伝えることができ
り組みとして重要だということも参
与がアップすることは表裏一体の取
こと、スキルを身につけたことで給
成果を活用できる部署に配属される
ながすことと、リスキリングによる
思います。人材のリスキリングをう
個別相談会ではできるかぎり相談し
経営層にしっかり浸透させることが
りのイメージがしやすかったのだと
マットを提供しました ﹂
庄司実穂 ︶
たい内容や業界に詳しいコンサルタ
重要 ﹂だと強調する。
︵
ントが具体的なアドバイスをするよ
うにした。
資本経営理解促進セミナー﹂
を開催。
けている。経営者や人事担当者を対
広島県では、全国の自治体に先ん
じて、リスキリングの専門部署を設
評価され、
への労働移動を目指していることが
れ、リスキリングを通じた成長産業
補助金制度の実施や各社の状況に応
続 く﹁ リ ス キ リ ン グ 推 進 の た め
の評価・処遇制度導入支援 ﹂では、
象に、人的資本経営の重要性やリス
スキリングアワード﹂を受賞した。
リスキリングは
現場の希望をかなえる手段
単なる人事評価表の見直しで終わ
キリングの概念などを伝える﹁ 人的
年度に﹁ 日経リ
じたコンサルティングにも力をい
ら せ る こ と な く、学 び を ど う や っ
リスキリング促進を
人事評価制度に展開
同課リスキリング推進グループ主事・穴水佑樹さん
同課リスキリング推進グループ主任・新田一希さん
2
J
M
A
C
J
M
A
C
習得した知識・スキルの
活用やリスキリングの促進に
つなげるための配置
れぞれの戦略実現や経営課題解決の
経営戦略
ました。対象は県内の経営層でした
5
リスキリングを踏まえた
人事評価制度上の評価・処遇
費用負担
2
J
M
A
C
評価・処遇の見直し
環境の整備
社内・社外での
研修の提供
知識・スキルを
習得する時間の確保
人材戦略の策定・
リスキリング方針決定
ステップ4
ステップ3
ステップ2
知識・スキルの
習得機会の提供
ステップ1
リスキリング方針の決定
社外での
経験の提供
従業員の
キャリア形成支援
推進体制の整備、
推進人材の確保
2
0
2
4
リスキリング推進に向けた取組手順
(ステップ)
16
Vol.80
�
- ▲TOP

- ページ: 17
- HIROSHIMAKEN
C ONSULT ING C A SE 2
えば、
介護事業を行う社会福祉法人・
進事例は数多く生まれている。たと
こうした県の積極的な取り組みに
よって、具体的なリスキリングの推
ングで解決する経営課題は企業の
方 々 の 声 を 拾 う こ と で、リ ス キ リ
も い る。経 営 層 だ け で な く 現 場 の
の入れ替わりが激しすぎるという方
ネジメントが課題だという方や人材
正仁会では、リスキリングの対象者
化 だ け で は な く、リ ス キ リ ン
据えた学びを実施。アプリを開発し
作成、プログラミングなど実践を見
同課リスキリング推進グループ主任
段でもあることを実感しました ﹂と
グは現場の希望をかなえるための手
がクラウドアプリ活用やマニュアル
て、これまで紙ベースで管理してい
の新田一希さんはいう。
う で す。
で発信する企業も
増えていて、若年層の関心も高まっ
ています ﹂と、同課リスキリング推
進グループ主事の王野ゆ海さんは説
明する。今後の展望について、同課
リスキリング推進グループ主査の岡
村徳久さんは次のように語る。
﹁ 経営戦略にリスキリングが組み込
まれていない企業もまだまだ多い。
開している。これは、企業が社内だ
年度から
広 島 県 で は、
﹁リスキリング推進宣言制度 ﹂も展
経営のあり方を人的資本経営という
資することで企業価値の向上を図る
く﹁ 資本 ﹂としてとらえ、人材に投
で丁寧に、人材を﹁コスト﹂ではな
時について語る。県はセミナーなど
グループ支援員の岡村明子さんは当
航した ﹂と、同課リスキリング推進
れない言葉に対する理解が進まず難
です ﹂
つなげていくことが次のチャレンジ
根づかせ、地域経済の持続的成長に
もらう。リスキリングを文化として
き、従業員に学びの楽しさを知って
ングの意味と価値を知っていただ
だと伝えたい。経営者層にリスキリ
企業でも、リスキリングはできるの
十数人規模の企業でも数百人規模の
と思っていました。そこで、直接的
けでなく対外的にも﹁リスキリング
こと。リスキリングは、この人的資
理、可視化することで業務効率化に
ケア以外の間接的業務をデジタル化
に取り組む ﹂と宣言するもの。
﹁開
者との対話時間をもっと増やしたい
﹁ 職員の方々はつねづね、施設利用
つなげた。
することで、空いた時間を直接的ケ
始当初はリスキリングという聞き慣
広島県はリスキリングを「成長戦略を実現する人材投資」
と位置づけ、さまざまな施策にチャレンジしながら企業支
援に取り組んでいます。変化の激しい時代、企業と個人が
共に幸福になるために、学習と成長への思いを深く分かち
合う企業経営へ変革が求められています。技術や事業の展
開シナリオだけでなく、人 ・ 組織の進化を経営計画にいか
に具体的に組み込むか。社員の動機や能力を引き出し、そ
の挑戦を後押しする経営をいかに内外に示すか。社会との
共創、持続成長の実現策とすることが支援のポイントです。
本経営に必要な手法の つと位置づ
けられること。人材の成長を後押し
社超が
する人的資本経営の重要性を伝え続
け た。 結 果 今 で は、
リスキリング推進を宣言している。
自分が成長できる会社かどうかが重
﹁ここ数年、学生の就職活動では、
視される傾向にあります。この宣言
制度に登録することで、従業員の学
び、
成長を後押しすることを重視し、
共に成長しようと考えている企業な
のだということを就職希望の方にア
シニア・コンサルタント
2
0
2
2
宣言制度やセミナーで
リスキリング機運醸成
S
N
S
庄司 実穂(しょうじ みほ)
アに回すという方針を固め実現され
同課リスキリング推進グループ支援員・岡村明子さん
ました。職員のなかには、部下のマ
県内企業が社内外にリスキリングに取り組
むことを宣言することで、リスキリング推
進の機運向上を図っている
ピールできると県内企業の経営層や
C ONSULTA N T
1
5
0
0
人事担当の方々に認識されているよ
※社名、役職名などは取材時
(2025 年 8 月)のものです。
Business Insights Vol.80
17
D
X
たデイサービスの利用状況を一元管
同課リスキリング推進グループ主事・王野ゆ海さん
�
- ▲TOP
- ページ: 18
- 宮城県石巻市の本社入口にて
河北ライティングソリューションズ株 式会社
声を掛け合い自ら行動する
一人前の技術者集団へ
社内コミュニケーションの活性化、次世代を担う若手技術者育成などを目的に2020年に技術KI®( 以下KI)* を軸
とするJMAC の支援を導入した河北ライティングソリューションズ。少しずつであるが着実に意識改革に取り組ん
できた。その成果が現れ、積極性も増し、活気にあふれている。課題への取り組み、成果について聞いた。
1927 年近藤電気工業所として創業。2006 年にフィリップスライティングホー
ルディング B.V. から独立。ハロゲンランプなどの開発、製造と販売から半導
体製造のシリコンウエハー加熱装置、医療機器用 LED なども手掛ける。
河北ライティングソリューションズの課題
コミュニケーションの活 性化
若手 技 術者の育成
知見と経 験の伝承
Vol.80
18
�
- ▲TOP

- ページ: 19
- K AHOKU LIGHTING SOLUTIONS
C ONSULT ING C A SE 3
年、
シルバニア社
を製造する近藤電気工業所として
創 業。
年には
シルバニ
ア 社 と の 合 弁 契 約 を 解 消 し、フ ィ
意識改革の第一歩
受け身体質からの脱却
﹁ 職場全体に受け身で仕事を進める
リップスライティングホールディ
と 合 弁。
体質が広がっていました。この状態
ング
と合弁契約を締結したが、
が続けば、顧客に満足してもらえる
製品を届けられなくなると危機感を
ティングホールディング
から
年にフィリップスライ
持っていました ﹂
る。 研究開発や生産設備の新設・
しょうね。当社はハロゲンランプな
たので受け身体質になっていたので
てきました。
気メーカーの工場として事業を続け
独立した。
﹁ 会社として約半分の年月を大手電
改修などを担う取締役品質技術本部
ど特殊光源の製造を得意分野にして
が事業の柱だっ
年ごろ
のことだ。
おり、順調に推移してきましたが、
き、個の経験で仕事を完結していま
大 き か っ た で す ね。現 場 は 個 で 動
のコミュニケーションギャップは
一人前の技術者とは何か。
ることをひとつの目標にした。
では、
ことで﹁ 一人前の技術者 ﹂を育成す
が求められているかを理解したうえ
そのアプリケーションの需要が減少
でアウトプットできるスキルを備え
酒井さん曰く、基礎的な技術はも
ちろんだが、個別の技術力よりも何
り、現場が回らなくなることも出て
ている人だとしている。そのために
した。そのような状況下で、新しい
しなければなりません。その切り替
きました ﹂
技術が必要な製品もつくるようにな
えがうまくいっていないとも感じて
する傾向にありました。独立すると
いました ﹂と今野さんは当時を振り
を 導 入 し、チ ー ム 力 を 発 揮 し
このままでは同じことを繰り返す
だ け だ と 考 え、
の支援を
返った。
流れるままにしていたわけではな
い。状況を変えるために経営陣は現
受けることを決意した。
いかなければならないと実感した。
ながら技術者が育つ職場をつくって
あったことも支援導入の後押しと
経営側の思いと
現場の実情のギャップ
導入
も現場で実務を行っている人はプ
﹁われわれ経営側が感じているより
絵を見せられたとき愕然とした。
問題や課題を絵に描いたもの ︶
﹂の
の初期に実施するワークで、職場の
ル︵ 悪魔のサイクルとは、
社 長 の 今 野 さ ん は、最 初 の
導入研修に参加して﹁ 悪魔のサイク
外からの風を入れるという意味
と、
に中途入社した酒井さ
なった。
を導入した経験が
しかし、現場は動かなかった。現
場を預かる製品開発グループ次長の
んの前職で
布谷裕さんは当時の状況をこう話
す。
﹁ 上からはいろいろ言われますが現
場は現場で忙しい。そうであるのに
K
I
1
9
2
7
代表取締役社長・今野康正さん。背後に見えるのは
東北の母なる川・北上川
強 く 持 っ て い た。
長の酒井基裕さんもその思いをより
表 取 締 役 社 長の 今 野 康 正 さ んで あ
そう話すのは河北ライティングソ
︶代
リューションズ︵ 以下、
B.
V.
市場やニーズを見極めて研究開発を
社内の意識改革を主導した取締役品質技術本部長・
酒井基裕さん
酒井さんは会社の雰囲気を変える
*技術 KI®(Knowledge Intensive Staff Innovation Plan):
「ナレッジワーカー」の日常業務を
「チームワーク」を活かした
「オープンマインド」で
「互いの仕事の中身や思考が見える」仕事のスタイルに変えることにより
「生産性」と
「創造性」を高め、
「組織風土の活性化」を実現する JMAC オリジナルのコンサルティングプログラム。
G
T
G E
T
E
O
E
M
場へ指示を出した。
J
M
A
C
K
I
K
I
K
I
K
L
S
2
0
1
8
現場を預かる製品開発グループ次長・布谷裕さん
68
92
2
0
0 B.
6 V.
次々と指示がくる。経営側と現場と
Business Insights Vol.80
19
K
L
S
の 歴 史 は 長 い。
年、映 写 用 ラ ン プ や 投 光 用 ラ ン プ
K
L
S
�
- ▲TOP

- ページ: 20
- 人も成長するはずだと将来を見据え
会社が目標を達成することで、個々
会社として経営目標があり、その
ために乗り越えるべき課題がある。
痛感しました ﹂
レッシャーを感じていたのだな、と
ぎるがあまり、ひとりで背負ってし
その一方、課題を真摯に受け止めす
多く、それを誇りに思っています。
﹁ 当社の技術者は責任感が強い人が
かった。今野さんは続ける。
てのことだが、そうは受け取られな
見ていることを感じますね ﹂
感しています。みんなが同じ方向を
中ではありますが、着実に変化を実
す場をつくっています。まだ改善途
ロジェクトの計画をワイガヤで見直
まう傾向がありました ﹂
み が ち で し た。 し か し、
と、自分でなんとかしようと抱え込
担当の技術者は誰に応援を要請す
ればよいかわからないし、わかって
いても頼めない。さらに自分たちは
司や仲間に見せて相談すればよいこ
の支援により自分の仕事の課題を上
見える化をして、この時期はきびし
一生懸命に業務を遂行しているが、
を導入することで職
とがわかりました。スケジュールの
し か し、
くなりそうなど見通しがつくように
なったので、事前に対策を講じて行
場の環境は変わってきたと今野さん
は話す。
改善が進んでいることを明るく話し
の支援の中で﹃ 心理的安全
特定の人ばかりが話していました。
るアドバイスも担当者や上司など、
﹁これまでは進捗や課題解決に関す
社内の雰囲気について布谷さんは
朝礼の様子で変化を感じていた。
一人前の技術者集団に
向けた変化
き詰まることがなくなりました ﹂と
若手技術者で実務を行う生産技術
グループの笠原弘平さんも職場環境
KIワークショップの様子。今、自分たちが置かれている
支 援 の も と、 プ
た。
﹁ 現 在、
の変化を実感している。
状況を話し合い、イラストにして見える化した
上司は見てくれないと感じていた。
J
M
A
C
り、ベテランの知恵を吸収する機会
が増えたという。
マネジメントシステムに関する支援
か ら イ ノ ベ ー シ ョ ン・
一人前の技術者集団をつくるため
の変化はそれだけではない。
すると若手は、上司が気づかない
点も指摘するなど、発言が増えて職
を受け、単に顧客要望に応えるだけ
﹁
場が活性化した。技術議論にも若手
でなく、顧客やその先のエンドユー
話しやすい状況が生まれました ﹂
性 ﹄について学び、メンバー全員に
J
M
A
C
技術者が積極的に参加するようにな
J
M
A
C
K
I
J
M
A
C
●レイアウト変更
プロジェクト
●チーム力強化
●若手技術者の経験の
見える化
●各人の成長ロードの
可視化
●不具合対応経験の伝承
●失敗から学ぶ組織づくり
●事前の問題発掘
●価値提案型への意識醸成
*IMS:イノベーション・
マネジメントシステム
●職場活性化
●コミュニケーション改善
●マネジメント変革
生産技術
グループへの
KI支援
経験マップの
構築
過去トラブルの
整備・
課題ばらし
IMS*研修
KI活動
支援対象の拡大
次世代技術者
の育成
過去の経験伝承
価値提案型
への進化
日常業務の変革
製品開発グループハロゲン・IR 技師・小山響平さん
生産技術グループ機械設計・笠原弘平さん
同じく製品開発グループの小山響
平さんは﹁ 以前は新たな案件が来る
JMACの支援内容と経過
さまざまな支援を通じて「一人前の技術者」が育つ職場づくりを目指してきた
20
Vol.80
�
- ▲TOP

- ページ: 21
- K AHOKU LIGHTING SOLUTIONS
C ONSULT ING C A SE 3
くるのも一人前の技術者の条件で
く、お客さまが満足できるものをつ
﹁ 仕事をそつなくこなすのではな
語る。
るようになりました ﹂と布谷さんは
ザーにとっての価値やニーズを考え
の企業は後日わざわざ工場まで訪れ
功した。その成果をきっかけに、そ
品を提供し、寿命を延ばすことに成
用条件に合った設計を盛り込んだ製
件が原因であることを突き止め、使
場で詳しく調査した。そこで使用条
プの寿命が短い ﹄と相談を受け、現
これまでの先輩が培ってきた実績
や技術を次世代に引き継いでいくた
て感謝を伝えてくれたという。
す ﹂と酒井さんは微笑んで話した。
めには、このような過去の経験を伝
また、未来の顧客を見据える取り
組みだけでなく、過去の足跡を次世
の支援が始まる前
の出来事ではあるが、こんなことが
トラブル対応や成功体験といって
えていくことも大切である。過去の
い る。
あった。
も、単にノウハウだけではない。先
る。
事をしようという好循環が生まれ
技術者意識が高まり、さらによい仕
技術者に伝えていく。それにより、
話し合いをすることもありました。
煙所のコミュニケーションを通じて
﹁ 昔は休日出勤や残業、飲み会や喫
る。
てもうれしく有意義だと感じてい
だった ﹂という話を聞くことは、と
返った。今ではコミュニケーション
のキャッチフ
共有、認識させることができている
と感じている。
と技術があり、特殊光源の分野では
﹁ 当社は創業から約100年の歴史
最大のマーケットを確保していま
す。しかし、特殊光源業界も変化し
ています。このポジションを維持し
つつ、半導体製造装置、医療用特殊
で働く人が社
光源のトップに立ち続けたい ﹂と今
野さんは語る。
﹁そのためにも
会人として、職業人としてあらゆる
面で成長し、〝 一人前 〟
そして〝 一流 〟
になってほしいと願っています ﹂と
今野さんは語気を強めた。
今野さんの言葉のとおり、
が照らす未来への光は焦点がしっか
りと定まっており、とても力強い。
K
L
S
輩が経験した苦難や喜びも次世代の
﹁このような過去の成功体験や失
そのやり方が今では通用しません。
も 活 性 化 し、
K
L
S
K
L
S
将来を担う若手技術者の育成には、OFFJT だけでなく、日
常業務における経験から学習できる OJT 環境をつくること
が重要です。そのためには、
ミーティングの場を 課題発掘
と 知恵集め の場に変え、仕事の目標達成のために何で
も言い合える雰囲気づくりが肝となります。こうした日常業
務の改善が、若手技術者のコミュニケーションを活性化
し、職場での経験を通じて自律的に成長する「好循環のサ
イクル」を生み出します。KLS の皆さんの今後のさらなる工
夫が好循環をより大きくしていくことを期待しています。
代に伝承していく取り組みも進んで
ハロゲンランプをはじめとした KLS の数々の製品は信頼と安全性が高く評価されている
ある企業から﹃ 導入しているラン
敗 体 験 を 見 え る 化 し、伝 承 し て い
これからは意識して共有する場をつ
小山さんは休憩時間などに先輩や
上司の経験を聞き、仕事に対する姿
レーズである﹁ 学ぶ、勇気、チャレ
盛田悠平(もりた ゆうへい)
チーフ・コンサルタント
文化や産業を発展させてきた
くための仕組みや習慣づくりも
に支援してもらっていま
くる必要がありますね ﹂と酒井さん
は今後の課題を提示した。
の 支 援 が な け れ ば、 意
識改革にもっと時間がかかっていた
勢が変わったこともあるという。仕
ンジ﹂の精神がより浸透し、会社が
だろうと今野さんはこれまでを振り
事では見せない人となりが見えて
目指す方向を同社で働く人すべてが
C ONSULTA N T
KLS の社屋は北上川を見下ろす高台に位置する。北上川は
親近感を持てるようになったとも。
ワイガヤも仕事のひとつ
経験を共有する場に
す ﹂と酒井さんは続けた。
J
M
A
C
笠原さんは先輩社員から﹁ 昔はこう
※社名、役職名などは取材時
(2025 年 8 月)のものです。
Business Insights Vol.80
21
J
M
A
C
J
M
A
C
�
- ▲TOP
- ページ: 22
- フジモトHD 代表取締役副社長の藤本和
裕さん。持株会社ピップ代表取締役副社
長でワダカルシウム製薬とアブコも管掌。
東京都神田の本社で話を聞いた
フジモトHD 株 式会社
ボトムアップでつくる未来の道標
長期ビジョン策定の軌跡
経営環境が目まぐるしく変化するなかで、現実的かつ挑戦的な長期ビジョンをどう設計するか̶。
「ピップエレ
キバン」で知られるフジモトHD は、創業家メンバーと現場を代表する従業員でこの難題に取り組んだ。フジモト
HD の「 長期ビジョン策定プロジェクト」のプロセスと変化、そして今を紹介する。
「ピップエレキバン」や
「ス
1908 年創業の卸問屋「藤本眞次商店」を起源とし、
リムウォーク」などの健康・日用雑貨商品で成長。グループでは、メーカー
事業と卸売・リテールサポート事業などを展開。
フジモトHD の課題
長 期ビジョンの浸 透
業界 構 造 変化への対応
部門間・世代間の連携
Vol.80
22
�
- ▲TOP

- ページ: 23
- FUJIMOTO HD
C ONSULT ING C A SE 4
予測不可能な時代、
未来をどう描くか
思います ﹂
︵ 藤本さん ︶
経験したいと考え、外
ジモト
執行役員・
部コンサルタントに支
援を依頼した ﹂と、フ
はドラッグスト
社内の﹁ 節目 ﹂に加えて、業界全
体にも変化の波が訪れようとしてい
戦略企画室長の酒井潤
る。 フ ジ モ ト
アへの卸売を主力とする企業だ。主
一郎さんは言う。事務
﹁ 社内外の大きな節目がありまし
要顧客であるドラッグストア業界
局と
が支援したフジモ
げを誇っていた米ドラッグストアで
ですが、世界トップクラスの売り上
画メンバー
事など各事業部から参
カー・海外・物流・人
に 加 え て、 卸・ メ ー
月∼
代表取締役副
は、米国にならって成長してきた。
た ﹂と、フジモト
社長の藤本和裕さんは長期ビジョン
﹁ 昨年、アメリカに視察に行ったの
年
の支援
年
策定プロジェクトの背景を説明す
る。
月に
あるウォルグリーンがすっかり様変
ミングに加え、経営陣の世代交代と
だった。新たな 年を見据えるタイ
ジョンの最終年度をむかえるところ
がない。
らで、店舗に入った瞬間のワクワク
ました。棚に置いてある商品はまば
わりしていたのを見て、衝撃を受け
した︵ 下図参照 ︶
。
プロジェクトは動き出
り、長期ビジョン策定
人を募
年に長期ビ
いう大きな転換期にも差しかかる。
で は、
﹁これまでも長期ビジョンはつくっ
ト
てきましたが、思うように達成でき
年ほどの間に、化粧品や日
直近
用 品、サ プ リ メ ン ト な ど の 商 品 は
などネット販売で買わ
長期ビジョン
策定の肝
言語化と構造化
同じ道をたどるとはかぎりません
の前で見て愕然としました。日本が
減したことは知っていましたが、目
いない壁 ﹂を可視化し
社の現在地と﹁ 見えて
ヒアリングによって会
プロジェクトではま
ず、ステップ として
れるようになり店舗の売り上げが激
が、同じ課題を抱えている危機感が
た︵ 次ページ図参照 ︶
。
できるか、方向性を示す必要がある
と 戦 略 な ど、複 数 の 軸 に 存 在 す る
経営層と若手、卸とメーカー、現場
を分析し、達成できなかった理由を
人財だけでつくってきたが、
﹁ 過去
足。これまで長期ビジョンは社内の
た ﹂と振り返る。
示されたことで頭がクリアになっ
感じていた違和感が、明確な言葉で
業課の木下絵美さんは、
﹁ 何となく
各事業部
各事業部
トップマネジメント
が準備した各種フォー
か既存事業の課題に対する議論が深
導 入、新 規 事 業 ア イ デ ア の ほ
マ ッ ト を 用 い て 行 い、物 流 改 革 や
を
分 析 か ら 方 向 性 検 討、具 体 化 ま で
営資源の面からの検討 ﹂など、調査
力評価 ﹂
﹁ 事業性評価まとめ ﹂
﹁経
リオを検討。
﹁ 市場性評価 ﹂
﹁ 競争
導入し、事業戦略や事業ポートフォ
各事業部
※ワークショップ形式での
中期経営計画検討推進
JMAC
長期ビジョン
策定プロジェクト
全体進捗管理
打ち合わせのディスカッションでの
偏りのない視点からのアドバイス
インタビューの実施
情報収集・分析の実施
検討たたき台の作成
アウトプットのとりまとめ
検討のファシリテーション
現会長・社長の子息3人+
プロジェクト参画メンバー11人
体制の組成
社内情報に関する提供・
とりまとめ
検討たたき台の作成分担
定例ミーティングでの
ディスカッション
各種社内調整等など
なかった。経営陣と現場では温度感
が違ったのか、現場にまでうまく浸
透していなかったのがその一因だと
募りました。これからの 年で何が
と強く感じました ﹂
︵ 藤本さん ︶
自分たちだけで突き止めるのは難し
ではワークショップも
ステップ
のひとり、ピップ海外事業部海外事
﹁ギャップ﹂を整理。参画メンバー
長期ビジョン策定の推進体制
人と
そこで、現会長・社長の子
執行役員 人の計 人で事務局を発
10
い。プロジェクト進行の王道を一度
Business Insights Vol.80
23
4
10
10
1
15
1
事務局
J
M
A
C
H
D
J
M
A
C
H
D
2
J 0
M 2
A 4
2 C
7
0
2
5
2
0
2
5
傘下にあるピップは「ピップエレキバン」や「スリムウォーク」
など自社開発商品の販売・製造を行う
A
m
a
z
o
n
3
2
A
I
H
D
2
H
D
�
- ▲TOP

- ページ: 24
- JMAC支援の基本ステップ
現状 分析・
論点整理
検討の基本軸
長期ビジョン・コンセプト
社会における使命・
トップの想い
ビジョン・ステートメント
自社の提供価値
大切にする価値観
規模感目標
現状分析・与件整理
まった。
と思っていた物流の仕組みや導入し
まで馴染みがなく今さら聞けないな
ケール大きく可能性を感じる議論は
るようになるのかの議論に移る。ス
を知ってもらえるいい機会だった ﹂
言葉が並んでいた。﹁やるべき、
より、
初回、事務局から提示された﹁プ
ロジェクト推進の心得 ﹂には、 の
下さん ︶
て発言できるようになりました﹂︵木
も腹落ちして、批判を恐れず安心し
ないというプロジェクト推進の心得
共有された、年齢や役職にとらわれ
聞ける空気が生まれました。初回に
た ﹂と話す。
察ができるようになっていきまし
れまで考えもしなかった視点で、考
に情報をもらい次の検討会で説明す
りました。いったん持ち帰り、上司
い視点からの質問を受けることがあ
﹁ 所属している
木下さんもまた、
海外事業について、考えたこともな
ん︶
本さ
年 月に第一回、
やりたいを優先する ﹂
﹁みんなの議
﹁ 部署の壁を越えて
本さんは、
議論する機会を持ったことで、普段
新鮮で楽しいんですよね ﹂
︵
﹁ 合宿を通して、普段話す機会が少
論を誘導しない ﹂
﹁ 懸念ばかりを書
の業務では考えないような視座の高
についてなども気軽に
ている
ない人たちとプライベートの話も交
き出さない﹂
などのなかで、
プロジェ
事務局メンバーの創業家 人の人柄
えて語り合い、人柄や考え方を知る
クト参画メンバーでピップ営業第一
い問いかけができるようになった。
月に第二回の検討会が開かれ、続
機能・リソース
く 月に合宿を行なった。
長期経営振り返り
長期ビジョン仮説
事業ドメイン・エリア
現行中計の評価・
課題整理
事業検討単位設定・
戦略方向仮説
事業ポートフォリオ
外部環境分析
事業検討単位別
方針仮説
10
と話す。
ことができたことで距離が一気に縮
本部広域第三支店長の 本俊和さん
そのおかげで、マーケットの変化や
ワークショップ論点・
仮説整理
﹁ 長く営業部門にいると、現実的な
話を先行してしまうのですが、最初
にこの考えはいったん捨ててくださ
いと言われたことがその後の議論に
大きく影響しました。それ知らない
を放置しない、という心得も大きな
学びを得るきっかけをつくってくれ
ました。たとえば、海外で売れない
商品について、海外事業部の木下さ
んは障壁があって売れないと言う。
それはどういった障壁なのか、それ
は本当に障壁なのか、議論を深めて
る部署で何ができるかを考え、メー
るうちに理解が深まり、私自身もこ
まりました。どこか探り探り、それ
は、
﹁ 規模の小さい話にしない ﹂
﹁そ
人財像・組織風土・価値観
業界動向・機会/脅威
とくに心に刺さったという。
自社の強みを踏まえて自分が所属す
経営基盤の強化
社会トレンド・課題
2
8
3
﹁プロジェクトの雰
酒井さんは、
囲気が一変したのは、 日間の合宿。
2
れ知らないを放置しない ﹂の つが
事業構成と戦略方針
トップ・部門ヒアリング
10
9
2
0
2
4
外部環境トレンド認識
創業家として次世代経営陣を牽引するフジモトHD
代表取締役副社長・藤本和裕さん
事業方針
A
I
いった結果、どうしたら海外で売れ
執行役員・戦略企画室長・酒井潤一郎さん
長期ビジョン・事業戦略
策定ワークショップ
−約5∼6カ月間−
ステップ 2
−約2∼3カ月間−
ステップ 1
24
Vol.80
�
- ▲TOP

- ページ: 25
- FUJIMOTO HD
C ONSULT ING C A SE 4
連携して動けるようになった ﹂と自
カー部門との情報共有など他部署と
わが社らしい選択か ﹂という点を毎
事例や業界動向を踏まえて﹁それは
う ﹄と言われるようになり、スピー
から﹃
〝トライ・ファスト!〟でいこ
あって良かった点を聞くとプロジェ
ると、議論がよそゆきのアイデアで
ファシリテーションと論点整理があ
ると思考が止まりがち。栗栖さんの
供価値をアッ デート﹂が掲げられ
トルには、
﹁トライ・ファスト! 提
本さんは
カ月で制
分間の社内向け映像に仕上げた。
人の語りかけをコミカル、ポップに
で行く行動力で、事務局の創業家
作。まさにトライ・ファスト!を地
ありながら
た。企画、撮影、編集など未経験で
をわかりやすく伝える動画を制作し
中心となり、
﹁トライ・ファスト!﹂
あわせて長期ビジョンの全社への
浸 透 施 策 も 進 行 中 だ。 本 さ ん が
きたなと感じています ﹂
︵ 木下さん ︶
ド感ある挑戦ができる環境になって
回整理する。栗栖は、議論が拡がり
﹁たとえば、新規事業についての話
るようにうながした。
で、思考を拡散させず深く掘り下げ
すぎたときに戻る軸を提示すること
身の成果を語る。
拡がりすぎた議論は
その都度﹁ 軸 ﹂に戻す
の栗栖
支援を担当した
智宏は、製造業やサービス業など幅
きます。一方で、既存事業の話は、
クトメンバーは口を揃えて﹁ 議論が
終わらずより現実的、具体的になる
は興奮してどんどん話が膨らんでい
社以上の改革活
白熱したときの論点整理﹂
を挙げる。
んですよ ﹂
︵ 藤本さん ︶
広い業種で
実現性や現場との整合性などを考え
議 論 が 迷 走 し 始 め る と、栗 栖 は パ
3
藤本さんには、検討会での深い議
論を通して次世代を担う経営者とし
。
﹁ カスタマーファースト ﹂
に ̶
﹂
﹁ 支
﹁ MAKE PIP GREAT AGAIN
ました。これまでの長期ビジョンも
どう生かしていくかを考えさせられ
というエネルギーをどう受け止め、
い生声を聞いて、会社を良くしたい
ようになろう、失敗を恐れずたくさ
てから行動までをテンポよくできる
﹁
〝トライ・ファスト!〟には、考え
透しつつある。
をうながすフレーズとして社内に浸
れたこの言葉は、シンプルかつ行動
﹁ 長期ビジョンの言葉をつくっただ
ロジェクトを評価している。
けじゃない。行動につながる仕掛け
した。
ての気づきもあった。
える未来、
動き出す今﹂﹁挑むピップ、
た。事業間の連携を高め、付加価値
﹁ 今、
私たちは何を話しているのか ﹂
﹁ 薄く広く、さまざまな部署を経験
チャレンジ﹂
﹁ 開拓宣言、開拓宣言
を設計できた ﹂と藤本さんはこのプ
﹁その論点は、長期ビジョンのどの
してきましたが、現場の言葉に深く
元年 ﹂など 案以上のなかから選ば
方向性は間違っていなかった。大事
ん挑戦しよう、試してみたことに対
経営と現場、本社とグループ会社、事業部門と管理部門
――企業には往々にして、目に見えない
「壁」が存在します。
長期ビジョンを掲げても、互いに異なる地図を持っていて
は足並みは揃いません。今回の議論で描いた『長期ビジョ
ン』は、まさに 自分たちが目指す目的地へと導く地図 と
なりました。同じ地図を携えたメンバーが各部門の伝道師
となりビジョンを広げていく。その営みが組織の壁を越え、
新たな動きを生み出しています。今回の一連の活動がフジ
モト HD のさらなる成長の原動力になると考えています。
てリアルタイムで構造的に見える化
1
を向上しながら収益性を高める 年
要素に関わるのか ﹂
、あるいは他社
触れたのはこのプロジェクトが初め
なのは、伝え方、浸透のさせ方なの
して検証するようにしよう、トライ
している人に頑張ってと言う人では
なく、手伝える人になろうという考
シニア・コンサルタント
動 を 支 援 し て き た。栗 栖 の 支 援 が
ワーポイントで論点を 枚に整理し
長期ビジョン策定プロジェクト参画メンバーの
ピップ海外事業部海外事業課・木下絵美さん
10
だと実感しました ﹂
︵ 藤本さん ︶
30
えが込められています。実際、上司
※社名、役職名などは取材時
(2025 年 8 月)のものです。
Business Insights Vol.80
25
P!
て。最前線にいるメンバーの熱量高
長期ビジョン策定プロジェクト参画メンバーの
ピップ営業第一本部広域第三支店長・ 本俊和さん
﹁トライ・ファスト!﹂始動
長期ビジョン浸透へ
完成した﹁ 長期経営指針 ﹂のタイ
栗栖 智宏(くりす ともひろ)
1
8
C ONSULTA N T
J
M
A
C
1
0
0
�
- ▲TOP
- ページ: 26
- 本社と工場を集約した新工場に
よって業務効率化はもちろん、
社員同士の連携も深まった
株 式会社セイバン
ブランド存続の危機を乗り越えた
サプライチェーン改革の軌跡
「 天使のはねランドセル」のブランドで高い知名度を誇るセイバン。一時は少子化やニーズの多様化に対応できず、
ブランド存続の危機に陥っていた。窮地に立つ会社の経営を託された若き4代目社長は、旧態依然の体制に直面
しながら、どのような改革を進めてきたのか。その軌跡をたどる。
「天使のはねランドセル」で国内シェアトップクラスを維持。ラン
1919 年創業。
ドセル事業を軸にバッグ事業、メディア事業、保育事業や海外事業など経営
の多角化も進める。従業員数 390 人
(2025 年 1月時点)
。
セイバンの課題
余 剰在庫の削減
直 販の推 進
現場の意識改革
Vol.80
26
�
- ▲TOP

- ページ: 27
- SEIBAN
C ONSULT ING C A SE 5
た ﹂︱︱そう過去を振り返るのは、
わってしまうと危機感を持ちまし
﹁このままでは本当にブランドが終
日々で、経営学修士︵
︶も取
の商品開発を担当するなど充実した
トリーへ入社した。在職中はビール
率良く、セイバンでは他のカラーの
しては赤と黒だけをつくった方が効
様化が徐々に浸透。しかし製造元と
取締役社長の泉貴章さん。
ランドセル製造大手・セイバン代表
ほしいと頼まれ、
病を患った正義さんから後を継いで
得。
家業を継ぐつもりはなかったが、
これらの変化への対応を試行錯誤
年 月に
し て い た 矢 先、
商品製造の遅延もあったという。
年 月、
﹁ 天使のはね ﹂で広く知られ、トッ
かつては老舗ゆえの古い体制に縛ら
プクラスのシェアを誇る同社だが、
の
そのころはプリントを
ファイルで持ち運ぶのが日常的にな
セイバンに入社した。
し、改革の舵取りを担うことに。
ずか
正義さんが急逝。その翌月、入社わ
カ月の泉さんが社長に就任
れ、
時代の変化に追いつけずにいた。
サ ン ト リ ー 時 代 の 友 人 か ら﹃ ザ・
﹁どうしようかと迷っていたとき、
年に
泉さんの曽祖父が
創業したセイバンは、第二次世界大
戦後、兵庫県内の工場で本格的にラ
品は在庫が余る事態となっていた。
える中、コンパクトなセイバンの商
中。
﹁ 脱ゆとり教育 ﹂で教科書も増
いサイズのランドセルに人気が集
場した大手流通スーパーが売る大き
する視点が示され、これだと。それ
約理論を通じ、
〝 全体最適 〟を重視
の流れを妨げる要因 ︶に注目する制
た。本にはボトルネック︵ 業務全体
ゴール﹄という書籍を紹介されまし
ンセプトにしたのです ﹂
︵ 泉さん ︶
で流れの悪いところを集中的に改善
し、全体の流れを良くすることをコ
2
パーが 色展開を始め、カラーの多
れてきたので理解できなかったのだ
という流通体制をとっていた。卸問
どの卸問屋を介して小売業者へ卸す
んには確固たる信念があった。
か ﹂という声が飛んだ。しかし泉さ
生産数を半分に絞ると売り上げも
下がり、幹部からは﹁ 会社を潰す気
と思います ﹂
︵ 泉さん ︶
屋は﹁ 天使のはねは売れるから ﹂と
が良くないのは前職のサントリーで
﹁つくりすぎて在庫を余らせること
まず取り組んだのが生産数の調整
と流通構造の変革だ。当時は 社ほ
大量注文してくれたのだが、実際は
で も 学 び ま し た。 ま ず
ブランド価値を守ろうと指示。
だが、
を抱いた泉さんは生産数を抑制し、
ドがダメになってしまう ﹂と危機感
﹁このままでは、育ててきたブラン
注文に頼っていてはお客さまのニー
どん前倒しになっていた。卸問屋の
市場の変化は速く、商品にはデザ
イン性が求められ、購入時期もどん
とを徹底しました ﹂
︵ 泉さん ︶
は売れるものを必要なだけつくるこ
も、
現場からは反発の声が上がった。﹁先
には値下げして叩き売る状態に。
販売不振で在庫過多となり、最終的
10
2
0
0
1
大ヒットした﹁天使のはね﹂
に
押し寄せた苦境の波
り、従来のランドセルには入れにく
1
いという声が増えていた。そこに登
2
0
1
1
生き残りをかけて泉さんが主導した
10
大胆かつ的確な改革を振り返る。
2
0
1
0
色が定
また、かつては黒と赤の
年に同スー
番 だ っ た が、
4
代のころは、とにかくつくれと言わ
ランドセルの製造過程では、今も手作業が欠かせない
M
B
A
A
4
工場に併設された直営店で笑顔を見せる代表取締役社長・
泉貴章さん
ンドセル製造を始めた。
代目社長の正義さ
泉さんの父で
んは﹁ 背負いやすさ ﹂を追求し、軽
年代に入る
と、体感重量を軽くするために肩ベ
量 化 に 尽 力。
ルトの付け根に樹脂パーツを内蔵し
てベルトを立ち上げ、肩や背中に密
着 さ せ る 仕 組 み を 開 発 し た。こ の
パーツが羽の形に似ていたことから
効果もあり、大ヒット商品に。
年 に 販 売 開 始。 テ レ ビ
誕生したランドセル﹁ 天使のはね ﹂
は
年生まれの泉さ
一 方、
んは大阪大学工学部で生物工学科を
年、 サ ン
Business Insights Vol.80
27
専攻。大学院では微生物について研
究 し、 卒 業 後 の
24
1
9
1
9
2
0
0
0
M
B
A
3
2
0
0
0
C
M 2
0
0
3
1
9
7
4
�
- ▲TOP

- ページ: 28
- ない。そのため段階的に卸問屋との
ズがつかめず、生産計画を立てられ
た り 的 な 生 産 が 続 い て い た。そ こ
仕掛かり品が工場内に滞留し、場当
に支援を要請
にも着手した。
パーツは内製化。資材管理の見直し
もあった。そのため、外注をやめて
あり、品質管理が難しいという課題
の内職に製造を任せたパーツが多く
にもなる。以前は下請け業者や個人
いようにした。
検品作業でも品質規格標準を明文化
りたいと考えました ﹂と振り返る。
多くの人が従事できる仕組みをつく
泉さんは﹁ 誰かが休んだら製造が
止まる、
という状況にならないよう、
可欠だった。
年には
取り組みの結果、
リードタイムが 日と大幅に短縮。
し、担当者によって基準が変わらな
何よりランドセルの製造には多く
の手作業が生じ、完全な機械化は不
可能。職人技が支える職場だからこ
そ、一人ひとりに意図を理解しても
だが県内 カ所に分散する工場と本
2
0
1
8
制。そのような環境を変えるため、
社としての人事部もないような体
工場で独自のルールがはびこり、会
そもそも泉さんが入社したころは
町工場の延長のような雰囲気で、各
白だった。
周年の記念事
そこで創業
業 と し て、兵 庫 県 た つ の 市 内 に 敷
連携強化を図りたいと考えていた。
移動にかかるロス解消や、各工程の
は社長就任当初から工場を集約し、
社を一個所に集約できれば、さらに
万
短くできるはずだった。実は泉さん
泉さんは組織体制を整えるととも
地面積約
話と議論を繰り返してきた。
訴え続け、ときには衝突も恐れず対
に、従業員らに全体最適の大切さを
らわなければ改革は進まないのは明
5
平方メート
1
0
0
2
0
0
0
で泉さんは
し、サプライチェーンマネジメント
3
2
取引を減らし、小売業者との直接取
引や直営店の運営でのニーズを把握
︵
︶改革に取り組み始めた。
し、生産計画に落とし込む﹁ 需要連
動型生産﹂
に変えていくことにした。
のコンサルタントも現
活動や
活動
場 に 入 り、
の普及をサポート。現場でキーマン
となる幹部には研修や他社見学を通
じて見識を広げてもらい、意識改革
を促した。
﹁ 目指すベクトルが一致するまでに
年かかりました ﹂
︵ 泉さん ︶
ランドセルの製造現場では、立体
のフォルムを縫う作業など随所で巧
みな技術を必要とする。
だからこそ、
作業の標準化や見える化の推進も不
ランドセル事業部生産部長兼工場長・藤田督大さん。
黒い帽子は工場長であることを示している
当 時、ラ ン ド セ ル の 生 産 指 示 か
ら箱詰めまでのリードタイムは
ム﹂の考えを取り入れ、仕掛かり品
S
C
M
﹁ 見通しなくつくりすぎ、安売りさ
日 近 く も か か っ て い た。 課
題は仕掛かり品をいかに減らすか。
れる事態にならないよう販売動向を
見定め、生産数を調整するようにし
そこで製品をひとつずつ順番に次の
個流し ﹂の生産方式
ました ﹂
︵ 泉さん ︶
工程へ流す﹁
を推進。
﹁ 必要なものを、必要なと
多様化するニーズに応えるには多
品種少量生産に転換し、変化に対応
や在庫を減らそうと努めた。
きに、必要なだけつくる ﹂
、トヨタ
できる体制が必要だ。しかし当時の
生産方式でいう﹁ジャストインタイ
現場は﹁パーツがそろったものから
つくる ﹂という認識で、製造途中の
5
S
工場併設のミュージアムに展示されたランドセルのパーツ。
点数の多さが見てわかる
また、ランドセルのパーツは小さ
個以上
なものまで含めると
サプライチェーン改革で
変化対応力を強化
1
J
M
A
C
J
M
A
C
2
5
0
7
S
C
M
1
0
0
28
Vol.80
�
- ▲TOP

- ページ: 29
- SEIBAN
C ONSULT ING C A SE 5
ル、のべ床面積約
平方メー
年につなぐ
年から稼働を始めた。
ミ ュ ー ジ ア ム も 併 設 し、
次の
SMILE FACTORY
る。そのうえで﹁さらに改善できる
業手順の遵守を第一に声かけを続け
藤田さんは、普段からできるだけ
現場に入り、整理・整頓の徹底や作
はないという。
確に示されているため作業者に迷い
さまざまな改革の結果、新工場で
のリードタイムは 日と大幅に短縮
る。
も一覧で張り出し、見える化してい
従業員のスキル、標準作業時間など
で工夫。
工程技術の難易度を設定し、
で立場がわかるようにするなど随所
主任は黄色、新入社員は緑など一目
化が息づいていた。この言葉に代表
泉さんがかつて勤めていたサント
リーでは、創業者・鳥井信治郎氏の
も今後、強化していきたいという。
進め、コロナ禍で中断した海外展開
事業に取り組むなど経営の多角化を
展開。さらには保育事業やメディア
された。工場の集約で全工程が見通
う。
はセイバンにも根づかせたいと願
されるような挑戦の風土を、泉さん
口癖だった﹁やってみなはれ ﹂の文
ところはないか、みんなの声を聞く
せ る よ う に な り、理 想 と し て い た
ようにしています ﹂と語る。
﹁ 全体最適 ﹂が一段と進んだ形だ。
﹁ SEIBAN SMILE FACTORY
﹂と名
工場内ではボールペン一本に至る
まで道具類を徹底的に管理し、異物
ンパクトに整理されている。必要に
い製品づくりに挑戦するチームも動
際、今までにない斬新な発想で新し
していく工場にしたい ﹂と語る。実
その思いに応えるように、藤田さ
んは﹁ 常に新しいことにチャレンジ
混入を防止。各工程では仕掛かり品
応じてレイアウト変更ができるた
﹁挑戦の風土を根づかせたい﹂
経営の多角化も進む
の良いフロアで、資材のピッキング
ロットとして生産し、日ごとに複数
め、改善活動もやりやすい。
を置くスペースなどを区分けし、コ
ロットを製造。ランドセル事業部生
行する。ランドセルは、一定数を
産部長で工場長の藤田督大さんによ
年を目指して新たな
次の
年に
一歩を踏み出すため、
流通構造の抜本改革とその思想に対応するための生産体制
の再構築。この両輪の取り組みは、業界を超えあらゆる製
造業で大いに参考になるはずです。ポイントを一言で集約
すれば「生産から販売に至るサプライチェーン上の商材す
べて(製品・仕掛かり・材料)をいかに同社主導でコント
ロールするか」
。その姿を描くには豊かな想像力が求めら
れますが、従来の当たり前を否定して従業員に思考転換を
図り、
新しいやり方を仕組み化し実行につなげてきました。
この困難さが背景にあることを読み取ってください。
ると、その日に製造する分だけの資
ほかにも従業員のかぶる帽子は
ベージュを基本とし、工場長は黒、
シニア・コンサルタント
づくり ﹂をベースに、子どもとその
︵モノリス︶
﹂を
毛利 大(もうり だい)
家族を幸せにするサービスを提供す
る企業、そしてグローバルな展開を
目指す決意表明でもあった。
は、 社 内 で 自 然
﹁ 子どものためにいいものをつく
る、 と い う
さらに一歩踏み込み、自分たちがつ
くっているものは、ただのカバンで
はなく、愛情の象徴的なものだとい
う思いを明文化しました ﹂
︵ 泉さん ︶
ランドセル事業で培った確か
年か
な技術をもとに
2
0
2
0
らは大人向けバッグブランド
﹁
C ONSULTA N T
刷新されたスローガンは﹁
き出している。子どもとその家族を
Making
﹂
。
﹁ 愛情のもの
幸せにするために。
quality with love.
2
0
1
9
と受け継がれてきました。そこで、
D
N
A
1
から完成品の搬出までスムーズに進
づけられた新工場は壁のない見通し
2
0
2
0
トルの本社兼工場を建設。直営店や
8
8
0
0
材がラインで流され、やることが明
手作業の必要な工程が多く、たくさんの従業員が働くが、
整理・整頓が徹底され滞りなく作業が進む
1
0
0
M
O
N
O
L
I
T
H
※社名、役職名などは取材時
(2025 年 9月)のものです。
Business Insights Vol.80
29
3
1
0
0
�
- ▲TOP

- ページ: 30
- スマートマニュファクチャリング構築ガイドライン(SMDG)の有効性を検証
アネスト岩田株式会社
未来をどこに置くか。
課題を共通言語で議論できる価値
部分的な
導入は
課題解決にならない
始から 年目を迎えるアネスト岩田
多くの工場において、スマート化
は喫緊の課題である。今年、操業開
D
X
時間フル稼働可
24
を知る
S
M
D
G
﹁この工場には つの課と の係が
気づきました ﹂と当時を振り返る。
いう考えに及んでいなかったことに
までは、
﹃ 全体を見越した投資 ﹄と
い ま せ ん で し た。
など、投資は個別最適にしかなって
害となって中間工程の在庫が増える
備を導入してきましたが、それが弊
﹁これまで新しいシステムや生産設
生産管理グループの小宮山さんは
るスピードにも課題を感じていた。
面。加えて、新製品を市場に投入す
適 ﹂になっていないという課題に直
能な自動化は進んだものの﹁ 全体最
き た。し か し、
の福島工場も、独自の施策を行って
50
10
に照らし合わせて
さらに新製品開発のスピードに関
です ﹂
︵ 小宮山さん ︶
わせが明確にできるようになったの
各部門を巻き込むと、課題のすり合
目指す
こっていました。しかし全体最適を
庫ロスが生まれる、ということが起
いたいタイミングで部品がない、在
課の段取りが合っていないので、使
ジュールと次の工程である本体組立
て い な い。た と え ば 加 工 課 の ス ケ
あります。ところが横の連携が取れ
3
S
M
D
G
AN EST IWATA
(左から)
エアエナジー生産管理グループ マネジャー 小宮山裕介さん
同グループ 関根茉美さん、佐藤琳香さん
福島工場 工場長 矢内洋幸さん
創業1926年( 大正15年 )、日本の塗装機器・空気圧縮機事業を90年以上リードし続け、現在は国内外に34 社のグルー
プ企業を有するアネスト岩田。スマートマニュファクチャリング構築ガイドライン
(SMDG)の活用を開始し、工場のスマー
ト化プロジェクトが加速している。ハブである福島工場の取り組みを伺った。
30
Vol.80
�
- ▲TOP

- ページ: 31
- 大企業から中小企業まで、スマート
化プロジェクトのリーダー役を担う
管理職と経営層の手引書に
してもマーケティングチームなどの
クラスの方々に
けで、関連部署のマネジャー・部長
を読んでも
他部署との連携が課題だったことに
コンサルタントも入り﹁マニュファ
らった。そして、まずは
動化も導入しましたが、全体を見る
ができてしまっている。部分的に自
年目を迎えると、それぞれのやり方
性の高いものを整理したものだ。エ
て重点となった課題を抽出し、共通
事業者のスマート化実践事例におい
だ。この変革課題マップは、各製造
それぞれの課題を つに絞り込ん
の変革課題から自社に必要なもの
を選ぶというもの。アネスト岩田で
は、経営課題に対して何を実践する
か、達成するために各チェーンが何
をするべきかを洗い出していった。
﹁ 非常に有用性を感じたのは、 の
レベル分けができていること。今ま
では感覚的にしか理解していなかっ
たことが、明確に言語化されている
ので、自部署の状況も他部署の状況
も意識合わせができました。また、
ステップの進め方も明確になり、
レベル 5
現実との双方向連携
シミュレーション環境などで得た最適解に基づき、現実のプロセ
スを制御している
レベル 4
多頻度解析による最適化
多頻度データ収集、シミュレーションなどによる意思決定材料の
提示と最適解の探索・評価がなされている
レベル3
データによるプロセス連携
データに基づく機能間連携、データによる状態の「見える化」が
なされ、最適化につながる意思決定に活用されている
レベル2
情報・データ蓄積
情報・データの収集・蓄積の基盤が整備され、決められた標準
ルールに基づきデータベースが構築されている
レベル1
情報の標準化
どのような形式と項目で情報を蓄積すべきかが議論され、標準
化されている
り、さまざまなデータが紙であった
りと効率化やデータ活用もできて
いない状態だったので﹃ Visualize
︵ 見える化 ︶
﹄
﹃ Quality
DX Team
︵ 品質 ︶
﹄の つ の
Control Team
チームからなる
プロジェクト
を立ち上げました ﹂
︵ 小宮山さん ︶
佐藤さんと関根さんは、福島工場
の製造工程のチェック項目をすべて
整理する担当で、まさに﹁ 見える化 ﹂
の要となっている。
﹁ 実際に図に起こしてみると、理解
している部分としていない部分が明
確になりました。また、属人化して
いた計画表も考え方を統一して共有
化、一本化したことで改善が進んで
きました ﹂
︵ 佐藤さん ︶
の経験値に任せていたところがあり
﹁たとえば部材の手配なども、個々
ましたが、それぞれのロジックを一
律にしていくと注文と在庫のバラン
の
スや、対応すべきことが明確になり
ました ﹂
︵ 関根さん ︶
自前のスマート化に
考 え 方 が プ ラ ス さ れ、
年
の﹁ 生産スケジュールの自動立案 ﹂
バランスよく議論ができるようにな
齬がないかもチェックでき、非常に
リリースが最初のゴールだという。
羅されているので﹃このチェーンに
です。そして、作業者の分単位の製
ていきたいですね ﹂
︵ 小宮山さん ︶
備えていく。そういう未来をつくっ
造指示管理までを目指します。工場
手配するスケジュール機能を準備中
﹁ 必要な部材を必要なタイミングで
はこういう課題があるよね ﹄と、他
りました ﹂と手応えを語った。
﹁まだ、製造計画が属人化していた
巻き込んで実践のフレームに入る。
部署を巻き込みやすかったというメ
矢内さんも﹁ 部署間のつながり
がなかったわけではありませんが、
リットも感じました ﹂
︵ 小宮山さん ︶
変革課題のレベルを 5 段階に分け、定性的な課題認識を定量的にすることで、より明確に課題をとらえる
はサービスチェーンにもなる機能を
はっきりしたことで会話の内容に齟
と が 大 き か っ た で す。行 動 計 画 が
ためのヌケやモレが明確になったこ
変革課題の実現レベル(図1)
この課題整理を経て、福島工場、
秋田工場は営業や本社の情報部門も
項目で つのチェーンの課題が網
2
の
気づいた。
とそれぞれが何にどう関与すればい
ンジニアリングチェーン、サプライ
クチャリング変革課題マップ﹂から
プロジェクトを指揮した福島工
場・工場長の矢内さんは﹁ 工場も
でい
サービスチェーンの つに分類し、
チェーン、
プロダクションチェーン、
いのかわからない。部門間で情報が
つ な が っ て お ら ず、
う﹃ 変革課題の実現レベル﹄
︵図 ︶
も部門ごとにバラツキがあることが
わかりました ﹂と話す。
各部門の﹁レベル合わせ ﹂で
意識合わせが容易に
福島工場では、小宮山さんの声か
3
4
変革課題マップから課題を選ぶ際の
57
57
S
M
D
G
J
M
A
C
S
M
D
G
の活用により課題変革の
S
M
D
G
※社名、役職名などは取材時
(2025 年 9月)のものです。
Business Insights Vol.80
31
4
2
0
2
7
57
D
X
50
1
S
M
D
G
福島 工 場の主 力製 品
である SLP-300EF(写
真上)とTFP37CF-10。
同社では、コンプレッ
サー事業が売上の6割
を占める
�
- ▲TOP
- ページ: 32
- 年 月から生 成
技 術 の 事 業 化 を 支 援 す る コ ン サ ル テ ィ ン グ・ サ ー ビ ス を 得 意 と す る
は、 そ の 強 み を さ ら に 磨 く べ く、
︵ ミ ー ダ ス・ プ ラ ス ︶﹂
1
ること。開発に携わった
取締役・近藤晋に、その真価を聞いた。
を提 供する。ミッションは、技 術と社 会 課 題や市 場ニーズを結びつけ
を 組 み 込 ん だ 新 サ ー ビ ス﹁
A J
I M
A
C
四半世紀前の〝 思い〟が
最新システムに昇華
の支援も、
活用のコンサルティ
﹁ 技術 ﹂を起点とした新規事業創出
ン グ・ サ ー ビ ス も、 実 は
J
M
A
C
ります。そんな経験から、
部 門 の 支 援 を 行 うコン サ
R
&
D
年より提供を始めました ﹂
グプログラムを数年かけて開発し、
ながら、そのためのコンサルティン
輩 方から全面 的にサポートを受け
ルタントが多かったこともあり、先
は
いと希望しました。幸いにも当社に
では顧客の技術の事業化を支援した
J
M
A
C
がなくなってしまった苦い経験があ
事業化につなげられず、自身の仕事
わっていましたが、開発した技術を
﹁ 私はもともと他社で技術開発に携
る。
に
そ の 胎 動 は、 近 藤 が
入社した、約四半世紀前にさかのぼ
が早くから力を入れてきた領域だ。
J
M
A
C
A
I
には
当時、同じようなプログラムを提
供するコンサルティングファームは
2
0
0
4
を起点とした新事業創出の
他 に ほ と ん ど な く、
J
M
A
C
の 得 意 領 域 と な り、今 に
ズを結びつけるコンサルティングは
うして、技術に社会課題や市場ニー
相談が多く舞い込むようになる。こ
R
&
D
コンサルティ
至る。それを担ってきたのが、近藤
が統括する現
R
&
D
m
e
a
d
a
s 2
+
0
2
6
J
M
A
C
J
M
A
C
〝 技術の事業化 〟を助ける
生成AI サービスが始動
JMAC
INFORMATION
日本能率協会コンサルティング(JMAC)取締役
R&Dコンサルティング事業本部 本部長
近藤 晋(こんどう すすむ)
技術と市場ニーズのマッチングを
生成AIで強力に後押し
32
Vol.80
�
- ▲TOP

- ページ: 33
- ング事業本部だ。
同部門が次なるステップに踏み出
年のことだっ
し た の は、
た。大量の文献を、計量書誌学︵ビ
ブリオメトリクス︶を活用して分析
︵ 概念実証 ︶
する手法に注目し、研究を開始。そ
の後いくつかの
を 経 た 末、
を活用しながら
年に技術文献
開 発。 こ う し て
年 月か
が、
﹁ 保湿性を
高める ﹂という
から﹁
︵ 化粧品の ︶使用感の向上 ﹂や
なった。
導かれる。つまり、その技術にどの
が実行する。
よ う な 機 能 が あ り、そ こ か ら 提 供
し得る顧客価値を導くプロセスを
まずは市場レポートなどから、将来
これと並行して行うのが、市場側
へのアプローチ﹁ 成長製品調査 ﹂だ。
では、技術の
用途開発サービスは、どう提供され
旧
化した
究者にインタビューし、聞き取った
﹁ 従来はコンサルタントが企業の研
分を含むため燃焼効率が悪く二酸化
の吸水材のため焼却処分するが、水
たとえば成長製品に﹁ 紙おむつ ﹂
が抽出されたとすると、
﹁ 石油由来
次に、その製品の社会実装上の問
題点を見極める。
注目すべき製品を絞り込んでいく。
そこから、
事業可能性などを考慮し、
成長が見込まれる製品を洗い出す。
に読み込
内容から技術の用途開発に有用な情
よって相当に効率化されます ﹂
ルタントが情報収集を行い﹃どんな
深堀りします。これも従来はコンサ
﹁ 技術だけを見るのではなく、市場
題点が示される。
炭素排出を増加させる ﹂といった問
に
続いては﹁ 技術評価 ﹂だ。棚卸し
された多くの技術からコア技術を見
さらに、コア技術は﹁ 機能・性能 ﹂
と﹁ 顧客価値 ﹂への展開プロセスに
それを参考にできるようになる。
を、
サポートします ﹂
することでこのプロセスを効果的に
きましたが、
の課題 ﹄や﹃その中で使われること
あるのか ﹄
﹃ペインを解決するため
からも、どこに事業機会があるのか
極める。従来はコンサルタントが顧
ペイン︵ 解決したい深刻な悩み ︶が
かけられる。たとえば﹁ウロコ由来
を利用
が想定される技術 ﹄などを分析して
コラーゲンの精製技術 ﹂というもの
が数十分で評価、
客と議論を重ね評価してきたもの
程 が 必 要 で し た が、 そ れ が
報を解釈して一つひとつ展開する工
ませて﹁ 技術の棚卸し ﹂を行う。
術情報を、
まずは、企業が保有する技術を俯
瞰するために、論文や特許などの技
こう。
るのか。そのプロセスを順に見てい
の機能を大幅に強
技術側と市場側の両方から
注目要素をピックアップ
﹁
﹁ 肌荒れ改善 ﹂といった顧客価値が
機能・性能を保有していれば、そこ
%
﹂を提供する運びと
を 活 用 し た、 技 術 の
⃝
事業化コンサルティングサービス
ら、 生 成
2
0
2
6
m
e
a
d
a
s
m
e
a
d
a
s
+
を 読 み 込 み、
への
︵ミーダス︶
﹂
技術の応用に関する情報を提示する
サービス﹁
を ロ ー ン チ す る。 た だ、
高い注目度も手伝って
には多くの相談や受注が舞い込ん
だ も の の、い く つ か の 外 的 要 因 に
よってサービスは 年ほどで終了
となった。
そんな中で近藤が着目したのが、
ブーム
折しもやってきた生成
だ。
を 利 用 す る こ と で、 よ
り高精度かつ簡便に技術の用途開発
1
A
I
﹁ 生成
サービスを提供できるのではと思
い、新しいシステムの模索を始めま
した ﹂
新サービスの実現が大きく近づ
の活用ノウ
い た の が、 生 成
ハウを持つニーズエクスプローラ
と、シ ス テ ム 開 発 を 担 う ジ ェ ー エ
︶と提
に、
m
e
a
d
a
s
+
m
e
a
d
a
s
+
ムエーシステムズ︵
携したことだ。 社で生成
のコンサルティングの知
見を落とし込んだ新システムを共同
Business Insights Vol.80
33
A
I
m
e
a
d
a
s
+
m
e
a
d
a
s
+
m
e
a A
d I
a
s
A
I
J
M
A
A S
I
m
e
a
d
a
s
+
1
A
I
3
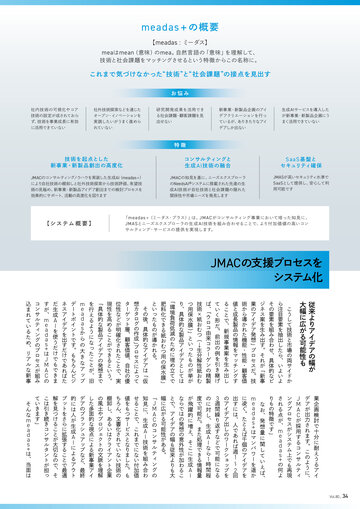
meadas+の
「meadas+」は、JMACの技術系コンサルティングの知見に生成AIを組み合わせた、
高付加価値の新サービス。2026年1月から提供開始
2
0
1
7
2
A 0
I 2 P
o
1 C
m
e
a
d
a
s
A
I
J
M
A
C
特設ページ
�
- ▲TOP
- ページ: 34
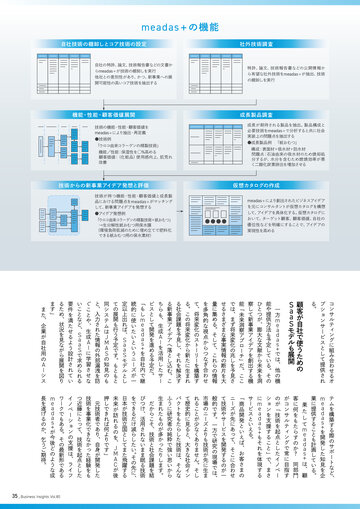
- meadas+の概 要
【meadas : ミーダス】
meaは mean(意味)の mea 。自然言語の「意味」を理解して、
技術と社会課題をマッチングさせるという特徴からこの名称に。
これまで気づけなかった 技 術 と 社 会課 題 の接 点を見出す
お悩み
業企画検討で十分に耐えうるアイ
デアが出力されます。このように、
が採用するコンサルティ
業のアイデア発想 ﹂プロセスだ。技
ジネス案を生み出す。それが﹁ 新事
その要素を組み合わせ、具体的なビ
こうして技術と市場の両サイドか
ら注目要素を抽出したら、いよいよ
に凌ぐ。たとえば千個のアイデアを
な お、 発 想 量 に 関 し て い え ば、
はマンパワーを遥か
りもの特徴です ﹂
される点が、
従来よりアイデアの幅が
大幅に広がる可能性も
術から導かれた機能・性能・顧客価
出すには、人であれば週
∼
回
の何よ
値と成長製品の情報をマッチングす
のアイデア出しのワークショップを
2
つ用保水膜 ︶
﹂といったものが挙が
技術×紙おむつ︵ ↓生分解性紙おむ
ば、
﹁ウロコ由来コラーゲンの精製
ならではの発想の意外性が加わるこ
が 飛 躍 的 に 増 え、そ こ に 生 成
度で可能だ。また処理できる情報量
の に 対 し、 生 成
なら 時間程
週間繰り返すなどで可能になる
1
m
e
a
d
a
s
+
り、具体的な製品アイデアとしては
て い く 形 だ。前 出 の 例 を 引 き 継 げ
る こ と で、新 規 事 業 案 を 生 み 出 し
ングプロセスがシステム上でも再現
J
M
A
C
m
e
a
d
a
s
+
3
﹁ 環境負荷低減のために埋め立てで
幅に広がる可能性がある。
とで、アイデアの幅も従来よりも大
その後、具体的なアイデアは﹁ 仮
想カタログの作成 ﹂
プロセスによって
ちろん、文書化されていない技術の
値をもつサービスとなりました。も
せることで、これまでにない付加価
知 見 に、 生 成
位性などが明確化されたことで、実
ターゲット層、顧客価値、自社の優
技術を組み合わ
のコンサルティングの
肥料化できる紙おむつ用の保水膜 ﹂
1
﹁
A
I
A
I
といったものが導かれる。
J
M
A
C
からの大きなアップ
﹁ 具体的な製品アイデアの発想まで
現性を高めることができるという。
デアのブラッシュアップなど、最終
した多面的な視点による新事業アイ
の風土やプロジェクトの文脈を理解
棚卸し、あるいはクライアント企業
デートポイントです。もちろんビジ
解を見つけることが大切なので、そ
プットをさらに拡張することで最適
的には人が生成
は、当面は
こは引き続きコンサルタントが担っ
A
I
の
ていきます ﹂
は
コンサルティングのプロセスが組み
そんな
す が、
m A
e I
a
d
a
s
+
込 ま れ て い る た め、リ ア ル な 新 事
J
M
A
C
だ生成
を使うだけでもできま
によるアウト
を 行 え る よ う に な っ た こ と が、旧
A
I
ネスアイデアを出すだけであればた
m
e
a
d
a
s
m
e
a
d
a
s
+
「 meadas+(ミーダス・プラス)」は、JMAC がコンサルティング 事 業において培った知見に、
JMASとニーズエクスプローラの生 成 AI 技 術を組み合わせることで、より付 加 価 値の高いコン
サルティング・サービスの提 供を実 現します。
【シ ステム 概 要 】
用可能です
技 術を 起 点とした
新 事 業・新 製 品 創出の高 度化
コン サル ティングと
生 成 AI技 術の融合
S aaS 基 盤と
セキュリティ確 保
JMACのコンサルティングノウハウを実装した生成AI(meadas+)
JMACの知見を基に、ニーズエクスプローラ
のNeedsAI®システムに搭載された先進の生
成 AI 技術が自社技術と社会課題の隠れた
JMASが高いセキュリティ水準で
SaaSとして提供し、安心して利
関係性や市場ニーズを発見します
により自社技術の棚卸しと社外技術探索から技術評価、有望技
術の見極め、新事業・新製品アイデア創出までの検討プロセスを
効果的にサポート、活動の高度化を図ります
生成 AIサービスを導入した
が新事業・新製品企画にう
まく活用できていない
新事業・新製品企画のアイ
デアクリエーションを行っ
ているが、ありきたりなアイ
デアしか出ない
研 究開発 成 果を活用でき
る社会課題・顧客課題を見
出せない
社外技術探索などを通じた
オープン・イノベーションを
実践したいがうまく進めら
れていない
社内技 術の可 視化やコア
技術の設定が成されておら
ず、技術を事業成長に有効
に活用できていない
特徴
JMACの支援プロセスを
システム化
34
Vol.80
�
- ▲TOP
- ページ: 35
- meadas+の 機 能
●成長製品例 「紙おむつ」
●技術例
構成:表面材+吸水材+防水材
問題点:石油由来の吸水材のため焼却処
分するが、水分を含むため燃焼効率が悪
く二酸化炭素排出を増加させる
「ウロコ由来コラーゲンの精製技術」
機能/性能:保湿性を⃝%高める
顧客価値:(化粧品)使用感向上、肌荒れ
改善
仮想カタログの作成
技術からの新事業アイデア発想と評 価
meadas+により創出されたビジネスアイデア
を元にコンサルタントが仮想カタログを構想
して、アイデアを具体化する。仮想カタログに
おいて、ターゲット顧客、顧客価値、自社の
優位性などを明確にすることで、アイデアの
実現性を高める
技術が持つ機能・性能・顧客価値と成長製
品における問題点をmeadas+がマッチング
して、新事業アイデアを発想する
●アイデア発想例
「ウロコ由来コラーゲンの精製技術×紙おむつ」
→生分解性紙おむつ用保水膜
(環境負荷低減のために埋め立てで肥料化
できる紙おむつ用の保水素材)
コンサルティングに組み合わせるオ
テムを構築する際のサポートなど、
を開発した知見を企
る。
は、 顧
果たして
客 に 何 を も た ら す の か? 同 部 門
がコンサルティングで常に目指す
業に提供することも計画している。
プションサービスとして提供され
顧客が自社で使うための
モデルも展開
m
e
a
d
a
s
+
る新事業アイデアへ落とし込む。こ
る社会課題を予見し、それを解決す
る。この将来変化から新たに生まれ
て、将来変化のストーリーを構築す
を多角的な視点からつなぎ合わせ
量に集める。そして、これらの情報
せるさまざまな事実情報の断片を大
では、まず将来変化の兆しを予見さ
能﹁ 未来洞察アプローチ﹂だ。ここ
察して新事業アイデアを創出する機
ひとつが、膨大な文献から未来を洞
では、他の機
一方
能や提供方法も予定している。その
生まれたものが多かったりします。
ふうに研究者の純粋で強い思いから
パクトをもたらした技術は、そんな
て歴史的に見ると、大きな社会イン
れることが少なくありません。そし
市場のニーズよりも技術が先に生ま
般的です。一方で研究の現場では、
て技術やサービスを開発するのが一
ニーズが先にあって、そこに合わせ
﹁ 商 品 開 発 と い え ば、お 客 さ ま の
サービスといえる。
に
シ ョ ン を 支 援 す る こ と ﹂で、ま さ
ち ら も、 生 成
もそれを体現する
だからこそ、技術と社会課題を結
びつけ、活用されないまま眠る技術
モデルとし
を自社内で継
﹁もし
をできるだけ減らしたい。
その先に、
定以上出れば、
の知見のも
ての展開も行う予定です。もともと
同システムは
未 来 が 訪 れ る の を、
が後
つ近藤にとって、技術を起点とした
元技術者であり、自身が開発した
技術を事業化できなかった経験をも
押しできれば何よりです ﹂
で求められる
に学習させな
と、入力された情報の外部漏洩を防
ぐ こ と や、生 成
イ ノ ベ ー シ ョ ン の 支 援 は、ラ イ フ
長を遂げるのか、乞うご期待。
が今後どのような成
要件を満たせるよう設計されてい
いことなど、
日本が技術立国としてまた飛躍する
続的に使いたいというニーズが一
ビスとして開発を進める予定だ。
のが﹁ 技術を起点としたイノベー
を活用したサー
m
e
a
d
a
s
+
J
M
A
C
成長が期待される製品を抽出。製品構成と
必要技術をmeadas+で分析すると共に社会
実装上の問題点を抽出する
技術の機能・性能・顧客価値を
meadas+により抽出・再定義
m
e
a
d
a
s
+
m
e
a
d
a
s
+
ワークでもある。その最新形である
シス
A
I
るため、状況を見ながら展開を図り
ま た、 企 業 が 自 社 用 の
ます ﹂
Business Insights Vol.80
35
A
I
S
a
a
S
J
M
A
S
成長製品調査
機能・性能・顧客価値展開
m
e
a
d
a
s
+
S
a A
a
S I
特許、論文、技術報告書などの公開情報か
ら有望な社外技術をmeadas+が抽出、技術
の棚卸しを実行
自社の特許、論文、技術報告書などの文書か
らmeadas+が技術の棚卸しを実行
他社との差別性があり、かつ、新事業への展
開可能性の高いコア技術を抽出する
S
a
a
S
m
e
a
d
a
s
+
社外 技術調査
自社技術の棚卸しとコア技術の設定
�
- ▲TOP

- ページ: 36
- Business Insights Vol.80
2025年12月発行
発行人:大谷羊平
編集人:豊島涼子
編集:杉山明日美 柴田憲文
ディレクション:平野拓男
(集英社アーツ&デジタル)
ライティング:島田ゆかり 中原美絵子 小泉耕平
吉岡名保恵 鮎川哲也 田嶋章博 たなべやすこ
デザイン:村松哉
(DynamiteBrothersSyndicate)
撮影:山田英博 杉山明日美
整理:木村舞子
(Natty Works)
校閲:寺薗かおる
表紙イラスト:嶋田里英
株式会社日本能率協会コンサルティング
〒105−0011 東京都港区芝公園3−1−22
日本能率協会ビル7F
www.jmac.co.jp
© 2025 JMA Consultants Inc.
本誌の送付先情報の変更、
ご意見・ご感想は、
こちらで受け付けています
https://dlabo.jmac.co.jp/bi
本誌の無断転載・複写を禁じます
�
- ▲TOP